1. 引言
起爆器是一种充当初始起爆源的火工装置,其内部容腔填充含能粉体材料作为能量物质,工作时利用电流使容腔内的电阻元件迅速发热,引燃与其接触的含能粉体,输出高温高压燃气或爆轰波,完成预定功能 [1]。
起爆器内部所填充的含能粉体材料一般为起爆药、烟火药和猛炸药等火工药剂,药剂装填在直径2 mm~8 mm的小容腔内,装填时需要通过加压达到一定的装填密度,以保证其发火性能。装填操作过程一般由人工来完成,操作人员手持装药容器将药剂通过漏斗状导向模具倒入起爆器壳体内部的装药容腔,然后放入压力机进行加压。人工操作过程中操作人员直接与火工药剂接触,人机隔离程度低,存在较大的安全风险,特别是起爆药等火工药剂对静电、摩擦及撞击刺激非常敏感,人工操作不当容易引起药剂爆炸,威胁到操作人员人身安全。设计开发自动装压药装置代替人工操作进行的药剂装填,对提高生产效率和过程安全性均有重要意义。
自动压药是火工品自动化装配领域的关键技术之一。传统手段大多采用气动压力机完成火工品的压药装配,该装置是利用载荷的质量在重力方向进行加压。在自动压药技术的开发过程中,气动压力机难以适应高自动化的控制要求,需采用伺服压机完成加压,伺服压机的压力直接由伺服电机的扭力输出转变而成,有定位精度高、相应速度快、系统机体积小的特点。伺服压机在结构及控制原理上采用了闭环控制的方法,根据压力传感器对实际压力的测量反馈进行压力控制。在自动压药的实际应用过程中,由于药剂粉体受压过程中应力驰豫现象的存在,伺服压机的位移与压力并非呈现良好线性状态,特别是在保压阶段,压力曲线会出现明显的波动,甚至超出精度控制范围。为了改善伺服压机在压药过程中的应用效果,提高其实际精度,针对压药过程的压力控制进行了技术研究。本次研究的试验数据来自Ruhlamat RMP3/200/400型伺服压机,额定压力3 kN,其压力测量精度为±2/5。
2. 问题现象
在火工品压药过程中,药剂在装药容腔内由松散堆积状态受压变化为致密状态。压药工艺一般要求对药剂施加规定的压力并将该压力保持一定的时间,以确保药剂的密度达到设计要求。而火工药剂对压力的控制是典型的非线性控制问题,要建立压药过程的解析表达式是非常困难 [2]。按照粉体压制成型的相关理论,该过程依次存在颗粒位移、应力平衡、颗粒变形三个阶段,如图1所示。在颗粒位移阶段,整体的压缩变形以药剂颗粒间的空隙填充为主,包括颗粒之间与颗粒内部的空隙,以及由拱桥效应产生的孔隙,药剂密度快速增加;在应力平衡阶段,颗粒间应力未超过其屈服极限,处于相对平衡状态,药剂密度不明显增加;在颗粒变形阶段,药剂颗粒所受实际应力依次超过其屈服极限和强度极限,发生塑形变形和脆性断裂,药剂密度继续增加。同时,在压力卸载后存在不同程度的弹性后效现象,表现在压药过程中即为药面回弹现象,属于残留内应力释放的结果。

Figure 1. The relation between the pressure and the green density
图1. 压坯密度及高度与压力的关系
在实际的压药过程中,药剂颗粒的位移总是伴随着变形同步发生,是一个应力弛豫的过程,宏观上的体现就是装药容腔内的药面高度随着压力在非线性变化。如图2所示,是使用伺服压机压制某型试验件主装药(太安)过程的“位移–压力”曲线,其中位移代表压机压头在轴向的运动,也可以直接反映药面的高度变化。在曲线的终段,出现了明显的超调量过大和震荡现象,并且超出了(0.72 ± 0.03) kN的精度控制范围。在伺服压机首次应用的试验中,该状态的压力超差率达到了52%,难以适应实际生产的工艺要求,必须在精度控制上做出针对性改进。

Figure 2. “Displacement-pressure” curve of explosive pressing process of servo press
图2. 伺服压机压药过程“位移–压力”曲线
3. 研究方法
3.1. 伺服压机工作原理
典型的伺服压机主要由伺服电机、滚珠丝杆和压力传感器组成,如图3所示,伺服电机驱动滚珠丝杆实现轴向位移和压力加载,通过压力传感反馈实际压力实现精度控制,其基本的工作原理如图4所示。闭环控制的原理决定了伺服压机在应对压药过程的复杂状态时并不能保持良好的动态性能,反馈信号持续的非线性扰动造成调节信号的滞后,体现在试验中就是上述的超调量过大和震荡现象。

Figure 3. Basic structure of typical servo press
图3. 典型的伺服压机基本结构

Figure 4. Control principle of servo press
图4. 伺服压机控制原理
3.2. 压力加载速度的调节
根据伺服压机的工作原理,理论上降低反馈信号的扰动频率,延长响应时间可以降低调节的滞后性,减小超调量。在压药过程中减小压力的加载速度(伺服压机压头运动速度),可以降低压力反馈的变化速度,从而达到上述目的,因此针对该方法进行了试验验证。以某型主装药为实验对象,以加载速度为变量开展了3组共30发试验件的对照试验,其压力控制的工艺要求为(0.72 ± 0.03) kN,保压时间为3 s。试验结果见表1,从试验结果分析,降低加载速度可以明显降低超差率和最大超调量,但在压机的最低加载速度0.01 mm/s的情况下,超调量仍远大于精度要求范围(±4.2%),且加载时间显著延长,已难以满足实际压药生产的节拍需求。因此需要从其他角度做进一步的改进研究。

Table 1. Test results of pressure loading speed adjustment
表1. 压力加载速度调节试验结果
3.3. 积分控制的引入
为了提高伺服压机压药过程的动态性能,考虑在闭环控制的基础上引入PID控制的方法。PID控制是在过程控制中按偏差的比例(P)、积分(I)和微分(D)进行调节的控制方式,是连续系统动态品质校正的一种有效方法 [3],具有算法简单、鲁棒性好和可靠性高等优点,广泛应用于过程控制和运动控制等领域 [4]。它的参数结构改变相对灵活,可以组成PI、PD和PID多种控制器。
根据PID控制的理论,伺服压机闭环控制的基本状态是比例控制,即控制器通过实际压力与设定压力的偏差e(t),进行比例运算,转化为控制伺服电机的输出量即压头加压的位移量u(t),上述的试验应用的就是这种控制方法,其表达式如下:
(1)
比例控制中由于控制器及机械结构存在一定的延迟作用,会造成不可避免的稳态误差。理论上稳态误差与增益Kp成反比,可通过增大增益来减少稳态误差。但增益显著增大后,被控量的调节速度加快,超调量也随之增大,震荡次数随之增加,动态性能变坏,因此单纯的比例控制很难兼顾动态性能和稳态性能。
为了消除比例控制的稳态误差,可根据PID控制的理论引入积分控制,即将压力偏差e(t)的积分作为控制运算的一部分变量,进行输出量控制,只要稳态误差不为0,输出量就会因为积分作用不断正向调节,最终达到消除稳态误差的目的。其表达式如下:
(2)
齐格勒–尼科尔斯(Ziegler-Nichols)法则是一种常用的PID控制参数调试方法。通过该法则对引入积分控制后伺服压机控制的增益常数Kp和积分时间常数Ti进行了调试。应用调试结果对积分控制的应用效果进行了验证试验,以某型主装药为试验对象,开展了1组共10发试验件的验证,试验结果见表2,其典型的“位移–压力”曲线见图5。
Table 2. Test results of integral control
表2. 引入积分控制的试验结果
从试验结果分析,引入积分控制后可以显著降低超差率和最大超调量,稳态误差明显消除,同时保持了较快的加载速度,但部分试验件的超调量仍超出精度要求范围,超差率仍然较高,需要继续开展进一步的改进研究。
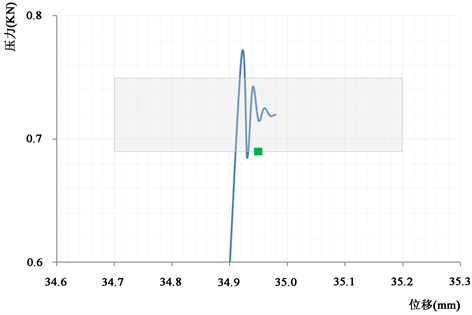
Figure 5. “Displacement - pressure” curve of integral control
图5. 引入积分控制后的“位移–压力”曲线
3.4. 微分控制的引入
为了进一步降低超调量,根据PID控制的理论引入微分控制,即将压力偏差e(t)的微分作为控制运算的一部分变量,进行输出量控制,微分分量可以根据偏差的变化趋势起到预先调节作用,当偏差变化较快时,微分分量的调节强度随之增强,达到降低超调量同时缩短调节时间的目的。其表达式如下:
(3)
通过齐格勒–尼科尔斯法则对引入微分控制后伺服压机控制的增益常数Kp、积分时间常数Ti和微分时间常数Td进行了调试。应用调试结果对微分控制的应用效果进行了验证试验,以某型主装药为实验对象,开展了1组共10发试验件的验证,试验结果见表3,典型的“位移–压力”曲线见图6。
Table 3. Test results of differential control
表3. 引入微分控制的试验结果
从试验结果分析,引入微分控制后可以进一步降低超差率和最大超调量,所有试验数据均满足精度控制要求,压药过程中伺服压机的动态和稳态性能均得到有效提升。
4. 测试验证
利用上述研究及试验结果,对起爆器自动装压药装置的伺服压机控制部分进行了升级开发,如图7、图8所示。利用改进后的设备进行了更大范围的测试验证,试验结果见表4。
从测试验证的结果可以看出,引入PID控制方法的伺服压机可以有效满足起爆器含能材料自动压装过程的压力控制要求,压力超差问题得到有效解决。
在实际的工程应用中,本项目选取的两种试验对象是压力精度要求最高的两种典型产品,在后续针对起爆器自动化装配开展的批产鉴定试验中,2批次600发试验件均实现了压药压力零超差。上述试验结果说明PID控制的含能材料高精度压装技术在火工品自动化装配领域具有可靠的实际应用性。

Figure 6. “Displacement - pressure” curve of differential control
图6. 引入微分控制后的“位移–压力”曲线

Figure 7. PID control function after equipment upgrade
图7. 设备升级开发后的PID控制功能

Figure 8. Servo press of automatic pressure equipment
图8. 自动装压药装置的伺服压机
Table 4. Test results after equipment upgrade
表4. 改进后的测试验证结果
5. 研究结论
本课题针对火工品含能材料压装过程中的应力弛豫现象,将PID控制方法引入压装过程伺服压机的控制,分别研究了比例、微分和积分控制对压装精度影响的机理和效果,并成功解决了压装过程的压力超差问题,弥补了火工品自动压药技术的短板。经过在起爆器自动装压药装置上的应用验证,该研究成果能够有效满足起爆器含能材料自动压装过程的工艺控制要求。该研究所采用的控制方法可推广应用于火工品装配过程的各类压装环节,能够显著促进伺服压机在含能材料压装过程中的控制精度,提高伺服压机适用性,推动为火工品自动化装配技术的进一步发展。