1. 引言
钛合金材料具有出色的高温稳定性、优良的机械性能以及良好的耐腐蚀性,小弯曲半径钛合金管构件因而在布局紧凑、服役环境严苛的航空发动机管路系统中应用前景广泛 [1] [2] 。然而,钛合金管在小弯曲半径下的精密成形工艺一直是一个技术难题,小弯曲半径钛管的弯曲成形问题已成为当前的研究热点 [3] [4] [5] 。推弯成形工艺是管材弯曲成形工艺的一种,常用于成形薄壁小弯曲半径管,黄琳等 [6] 采用差异化润滑方式使管材推弯成形过程中不同区域材料合理流动避免了管材弯曲内侧起皱缺陷的发生,成功成形出了弯曲半径为1 D的薄壁铝合金管。牟菊等 [7] 基于ABAQUS有限元软件模拟了φ32 mm × 1 mm铝合金管材推弯成形过程,分析了摩擦系数和成形内压对弯管成形质量的影响,得到了成形弯管的最优工艺参数。徐勇等 [8] 结合有限元模拟与实验方法,研究了带长直段小弯曲半径管冷推弯成形,分析了不同工艺参数对成形缺陷和内压力的影响,实现了可控内压推弯成形。而对于钛合金这种常温下难加工材料,考虑差温推弯成形方法,即在管材推弯成形过程中引入不均匀温度场 [9] [10] 。通过调控弯曲内、外侧的温度使得金属材料的流动性能达到预期的效果,解决钛合金管在弯曲成形过程中变形抗力大、成形困难的问题,实现小弯曲半径钛管的差温推弯成形。
针对航空发动机管路系统对小弯曲半径关键构件精密成形的迫切需求,本文开展了小弯曲半径钛管的差温推弯工艺试验,成功成形出了弯曲半径为0.9 D的TA18钛合金弯管,研究分析了成形弯管的表面质量、壁厚分布规律以及关键区域的微观组织特点,为高效制造小弯曲半径钛合金管提供了参考意义。
2. 差温推弯工艺方法
小弯曲半径钛管差温推弯成形示意图如图1所示,基于传统的冷推弯成形在管材弯曲外侧设计了若干加热孔按一定间距阵列排布,置入电阻加热棒对管材弯曲外侧区域进行加热;在管材弯曲内侧设计了冷却水路,通过控制通水带走弯曲内侧热量,实现管材弯曲内、外侧的差异温度环境,提高管材弯曲外侧材料流动性能利于塑性成形,降低管材弯曲内侧的温度避免材料流动性能提升后堆积起皱风险。使用热电偶测量管材弯曲内、外侧的温度,完成加热过程后,推头提供推力F1向前进给,柔性顶杆提供反推力F2的同时以相同速度后退,选用耐温性能较好的氟橡胶作为管坯填充介质,填充橡胶径向膨胀支撑起管坯内壁,推头前进行程结束后完成差温推弯成形过程。
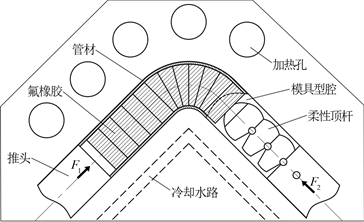
Figure 1. Principle of differential push-bending
图1. 差温推弯成形原理
2.1. 试验材料
试验材料为高强TA18钛合金管材,规格为φ20 mm × 1 mm,弯曲半径0.9 D,弯曲角度90˚,管坯长90 mm,TA18钛合金的化学成分如表1所示。根据推弯成形中管材变形特点,弯曲外侧材料相对于内侧材料会产生更大的位移,管坯的几何外形也会影响弯管的成形质量,可将管坯的两端面切出坡口,有利于推弯成形过程中材料的流动,所用管坯如图2所示。

Table 1. Chemical composition of TA18 titanium alloy (wt%)
表1. TA18钛合金的化学成分(质量分数,%)
2.2. 试验方案
在小弯曲半径钛管差温推弯成形试验中,加热温度、进给行程、填充橡胶厚度和润滑条件等工艺参数是影响弯管成形质量的主要因素。其中加热温度的选择十分关键,温度较低时管坯弯曲变形困难,而温度较高时不仅会对管坯内部填充橡胶的耐温性能提出更高的要求,也会导致加热时间更长、试验周期增加。鉴于此,选择较为合适的加热温度为400℃、450℃、500℃,提高管坯成形性能的同时也能保证填充介质正常工作,选择管坯进给行程为65 mm,填充橡胶块厚度为6 mm,在管坯与模具型腔之间使用高温润滑脂全润滑。小弯曲半径钛管差温推弯成形试验在伺服比例数控管板成形机床上进行,试验结束后对不同温度下成形弯管的关键区域取样进行金相组织观察,分析差温推弯成形中钛合金材料的微观组织变化特点。
3. 结果与分析
3.1. 外观质量
不同加热温度下成形小弯曲半径钛合金管如图3所示,可以看到在加热温度为400℃和450℃时,成形弯管前端内侧出现开裂缺陷,当加热温度达到500℃时,成形弯管完好前端内侧无明显开裂,说明升高加热温度有利于小弯曲半径钛管的成形。观察到成形弯管表面粘连少量填充橡胶熔融组织与润滑脂污渍,对加热温度500℃下成形得到弯管进行打磨、抛光处理,清理后的管件如图4所示,成形弯管表面光滑平整,无起皱与裂纹,满足外观质量要求。
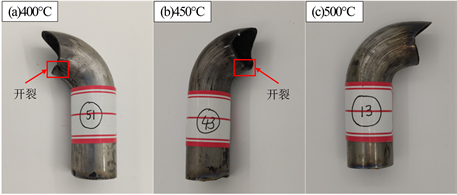
Figure 3. Bending tubes at different heating temperatures
图3. 不同加热温度下的成形弯管

Figure 4. Titanium alloy tube with small bending radius of 0.9 D
图4. 0.9 D小弯曲半径钛合金管
3.2. 壁厚分布规律
成形弯管的壁厚分布与最大减薄率能够反映推弯成形质量的好坏,使用线切割机将试验得到的小弯曲半径钛合金管沿其对称平面切开,将管件弯曲部分即弯弧起始处到弯弧结束处进行6等分,从弯弧起始处开始每隔15˚测量弯曲内、外侧的壁厚,得到如图5所示加热温度为500℃时成形弯管弯曲内、外侧的壁厚分布曲线,从图中可以看到弯曲内侧壁厚随弯曲角度的增加先增大后减小,在弯曲角度30˚附近达到最大增厚率约为26%;弯曲外侧壁厚随弯曲角度的增加先减小后增大,弯曲外侧整体减薄程度在10%以内,壁厚最薄处在弯曲角度30˚附近,最大减薄率约为9%,由于推弯成形过程中管材弯曲外侧受切向拉应力作用、而弯曲内侧受切向压应力作用,弯曲外侧整体表现出减薄现象,弯曲内侧整体表现出增厚现象。
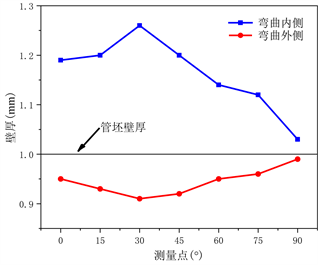
Figure 5. Distribution of wall thickness on the inside and outside of the bend
图5. 弯曲内、外侧壁厚分布
3.3. 微观组织
原始管坯与加热温度500℃下成形弯管弯曲内、外侧材料金相微观组织观察结果如图6所示。图6(a)为原始微观组织,图6(b)为弯曲外侧材料微观组织,对比原始微观组织可以看到温度场的引入使得成形弯管弯曲外侧材料发生了一定程度的动态再结晶行为(Dynamic Recrystallization, DRX),弯曲外侧的高温作用以及材料内部由于弯曲变形导致的应变能和位错驱动了新生再结晶晶粒的形核、长大,吞噬消耗了原始大晶粒,弯曲外侧材料的平均晶粒尺寸减小。图6(c)为弯曲内侧材料微观组织,其晶粒结构破碎畸变,晶界模糊难以辨认,这是因为在推弯成形过程中材料内部受到了不均匀的应力分布,弯曲内侧材料需要承受更大的压缩和剪切力,这种不均匀应力场导致了弯曲内侧材料剪应变显著增大。
4. 结论
1) 加热温度为500℃时,成形弯管前端内侧开裂现象消失,差温推弯成形方法能够实现弯曲半径为0.9 D的小弯曲半径钛管弯曲成形,成形弯管无表面缺陷,满足外观质量要求。
2) 随弯曲角度的增大,成形弯管弯曲内侧壁厚先增大后减小,弯曲外侧壁厚先减小后增大,最大减薄率约为9%。
3) 加热温度500℃下弯曲外侧材料微观组织出现了少量动态再结晶小晶粒,平均晶粒尺寸减小,弯曲内侧材料微观组织晶粒呈现破碎畸变状态。
基金项目
国家自然科学基金资助项目(编号:52265052);国家科技重大专项(编号:J2019-VI1-0014 0154);江西省自然科学基金(编号:20224BAB214050)。