1. 引言
汽车座椅H点根据其应用场合的不同,通常分为设计H点和实际H点两种。
设计H点是制造厂基于所设计车辆结构坐标系中的座椅H点位置坐标。其对应于驾乘人员入座后在车辆坐标系中的位置,包括了座椅可调节状态下所有用于正常乘坐位置的点。实际H点是指按规定将三维“H”点测量装置HPM-I或HPM-II安放在车辆座椅上所测得的座椅H点位置。理论上座椅的设计H点与实际H点应一致。
H点的位置决定了驾乘人员在车中乘坐的状态,对于驾乘人员的视野、乘坐的舒适性、操纵性及安全性有着决定性的作用。尤其是近年来,随着人们对驾乘人员的舒适性和安全性越来越重视,相应的对驾乘人员的舒适性和汽车座椅碰撞试验的各类研究也是层出不穷。而座椅H点测量作为舒适性和碰撞试验的基础和重要的组成部分,很多学者都对其进行了大量的研究。翟岁团等研究了如何使用HPM-I装置找出座椅H点并进行机动车视野测量,并总结出了正确安放HPM-I装置,精确找到座椅乘坐基准点对机动车视野测量的重要性 [1] ;程新华等研究了使用HPM-II装置对汽车驾驶员座椅H点的测量,并总结出了测量装置的正确安放对H点位置的确定有着至关重要的影响 [2] ;方正等研究了使用第一代三维H点装置HPM-I与第二代三维H点装置HPM-II测量结果产生的差异性,并为试验工程师在测量装置的选择上提供了参考性意见 [3] ;周勇等研究了使用HPM-I装置对汽车驾驶员座椅H点位置的测量,并总结出了测量过程中具体的操作步骤和试验细节 [4] ;本文旨在通过正确使用H点测量装置对座椅H点进行测量,并对测量过程中的不确定度进行分析,探究出影响测量结果准确度的各个因素,并对其加以控制,以保证测量结果的准确性,为汽车座椅设计、驾乘人员舒适性、座椅碰撞等提供更直观,更准确可靠的保证。
2. 测试原理及过程分析
2.1. 测试原理
此次测量不确定度的评定,通过选取某一品牌的汽车驾驶员座椅1套,使用HPM-I装置和智能关节坐标测量机进行测量。在相同试验条件下,由同一试验人员分别进行多次重复性试验。其中每次试验前座椅状态均调节一致,试验人员操作设备及方法步骤均相同,均满足现行标准GB/T 29120-2012 [5] 的要求。具体如下:
1) 座椅及模拟车身工装固定于铁地板上,根据标准要求将座椅的状态和各项调节按规定调好;
2) 正确安放HPM-I装置,腿部采用50百分位长度;
3) 使用智能关节坐标测量机设备对座椅进行H点测量,根据座椅安装点坐标,拟合出车辆设计坐标系,得出本次H点测量数据,测试图片见下图1;
4) 重复进行上述6次测试,其中每次测试间隔为2小时,确保座椅面套、发泡等回复到初始状态;
5) 记录6次测试数据,对测量过程及结果进行分析。
2.2. 测试过程分析
根据JJF1059.1-2012《测量不确定度评定与表示》 [6] 对本次汽车座椅H点测量过程进行分析可知,影响其测量结果的主要因素有以下几点:其中由于试验人员安放HPM-I装置、设备使用操作等产生的影响采用A类方法进行评估,其他因素采用B类方法进行评估。所有不确定度来源分析具体如下:见下图2
1) 试验人员安放HPM-I、设备使用操作等,即测量重复性,A类;
2) 智能关节坐标测量机设备精度带来的不确定度,即测量设备精度,B类;
3) 智能关节坐标测量机分辨率带来的不确定度,即测量设备分辨率,B类。
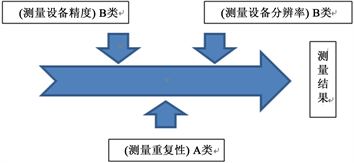
Figure 2. The main factors affecting the measurement results
图2. 影响测量结果的主要因素
3. 不确定度评定
通过对测试过程分析,建立数据模型如下:

RX——测量坐标值(mm);
RY——测量坐标值(mm);
RZ——测量坐标值(mm)。
3.1. 测量不确定度评定结果
3.1.1. A类不确定度评定
根据上述2.1的要求分别进行6次重复性试验,试验结果见下表1。

Table 1. The results of H-point test
表1. H点测试结果
根据贝塞尔公式计算:
H点测量结果中X坐标值标准不确定度为:U1(X) = 1.37 mm,
H点测量结果中Y坐标值标准不确定度为:U1(Y) = 1.18 mm,
H点测量结果中Z坐标值标准不确定度为:U1(Z) = 1.41 mm。
3.1.2. B类不确定度评定
1) 智能关节坐标测量机设备精度引入的不确定度评估
该不确定度主要由智能关节坐标测量机设备测量精度引起,本次测量设备智能关节坐标测量机设备精度为0.045 mm,其服从均匀分布,故本次测量过程中由设备精度所引入的标准不确定度为:
2) 智能关节坐标测量机设备分辨率引入的不确定度评估
该不确定度主要由智能关节坐标测量机设备分辨率引起,本次测量所使用的智能关节坐标测量机设备分辨率为0.001 mm,其服从均匀分布,区间半宽0.0005 mm,故本次测量由智能关节坐标测量机设备分辨率引入的标准不确定度为:
3.2. 不确定度结果计算
将本次H点测量的不确定度结果进行汇总详见下表:
1) 标准不确定度结果汇总见下表2。
Table 2. Summary of standard uncertainty results
表2. 标准不确定度结果汇总
2) 合成标准不确定度结果汇总详见下表3。
Table 3. Synthesis standard uncertainty results summary
表3. 合成标准不确定度结果汇总
3) 扩展不确定度结果汇总详见下表4。
Table 4. Extended uncertainty result summary
表4. 扩展不确定度结果汇总
3.3. 本次H点测试测量结果
根据上述H点测量的不确定度评定结果,得出本次H点测试测量结果,详见下表5。
Table 5. The measurement results of H-point test
表5. 本次H点测试测量结果
4. 结论及分析
通过对本次汽车座椅H点测量过程和结果的不确定度评定进行分析可以看出,影响座椅H点测量结果准确度的因素有很多,其中由测试人员安放HPM-I、设备使用操作等产生的测量重复性所引入的不确定度对测量结果的影响最大,其次是由测量设备自身精度所引入的不确定度。
综上所述,为保证测量结果的准确性,可以做到以下两点:
1) 控制测量重复性所产生的不确定度。针对此点,要做到严格把控试验过程,制定详细的试验操作规程和作业指导书;同时,测试人员需定期培训考核,并积极参与人员比对及实验室间比对,确保试验过程中的规范性、准确性和一致性。
2) 控制测量设备精度所产生的测量不确定度。严格遵循使用要求存放和使用测量设备,定期核查设备状态,并按计划校准设备的相关参数,从而减少设备自身测量精度等原因对测试结果造成的偏差,进一步提高测量结果的准确性。