1. 前言
光纤通讯具有通信容量大,传输距离远,抗电磁干扰和传输质量佳等众多优点,因此凭借自身独特的优势快速在通讯行业中脱颖而出,成为现代通讯的主要支柱之一 [1] 。TO (Transmitter Optical)光器件是光纤通讯的核心器件,作为光传输的重要载体,被用来发射和接收光信号 [2] [3] 。因此同轴度差会影响光器件的耦合效率,进而影响产品光电转换效率,所以行业内对TO光器件的同轴度要求越来越高 [4] [5] 。
TO光器件通常是由TO管座(或简称管座)、TO管帽(或简称管帽)以及内部元器件和芯片组成,如图1所示,其中TO管座是作为封装元件的底座,用来排布内部元器件和芯片并用于连接外部,TO管帽则用于实现光信号的传输,并对管帽内部具有俱佳的密封性能 [6] [7] [8] [9] 。
TO光器件的封装工艺是要求将TO管座与TO管帽加压焊接在一起完成TO封装。封装最重要的指标是封装完成后TO管帽透镜中心轴线与TO管座上芯片发光点的偏差,也就是TO光器件同轴度 [10] 。仅靠传统的机械对位的封帽机,受定位气夹的加工精度安装方式等诸多工艺因素的影响和制约,它仅能保证管帽与管座的焊接同轴精度一般只有±30 μm,存在封装精度低、很难提升良品率的问题 [11] [12] 。
随着机器视觉系统越来越成熟,其在工业领域的使用也越来越广,加之TO光器件的同轴度要求越来越高,迫使将机器视觉系统应用到TO光器件的封装过程中 [13] [14] 。目前高精度封帽机封装结构应用上视觉对位系统,采用两组视觉对位系统对每个产品的TO管帽透镜中心与TO管座芯片的发光点分别识别并自动进行对位补偿,这样可纠正芯片贴片造成的偏差,从而提高焊接同轴精度,但是因使用了两组视觉对位系统导致存在视觉系统之间相对安装误差问题 [15] [16] 。
因此为了消除两组视觉对位系统的安装误差问题,针对不同类型的TO管帽,本文设计出一种新型封装结构,可应用两种高效率的视觉识别对位方法,有效地对位TO管帽透镜中心与TO管座芯片的发光点,提高产品焊接同轴精度。
2. 封装结构设计
焊接结构作为封帽设备的核心部件,主要需要由加压部件、视觉部件、定位部件和支架组成。考虑到加压部件需上下移动,竖直方向需要避让,因此视觉部件只能设计安装在侧面,再将视觉光路由竖直方向进行偏转。最初方案选用平面镜进行光路反射,图2(a)是光线垂直与平面镜进行入射的状态,光线自原路返回;当光线在与平面镜成α角进行入射时,光线成2α角反射,见图2(b)。该方案实验中出现两个问题:1) 当α角较大或反光平面镜与视觉镜头的距离较远时,反射光不能进入视觉镜头中,无法接收到反射光;2) 当只有部分反射光能进入视觉镜头时,反射像就会变暗。要解决这个问题,就需加大视觉镜头的通光口径,而增大口径,意味着成本增高,仪器的体积、重量增大,使用不便。
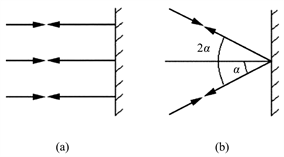
Figure 2. The state of light incident on a plane mirror
图2. 光线入射平面镜状态
分析总结平面镜方案的不足,设计采用直角棱镜用作为反光镜。图3(a)是采用直角棱镜用作反光镜,光线与直角棱镜垂直入射的情况,当光线平行返回时,θ角为45˚。图3(b)为当光线与直角棱镜成α角入射时,在反射光路中,入射光对反射面1法线的入射角为θ + α,并成θ + α角反射至反射面2,产生对反射面2法线的入射角为θ − α的反射光出射,因此出射角亦为α角,即出射光与入射光仍平行。在具有较大入射角α且α角变化时,出射光仍与入射光平行,能获得反射像,而且反射像在俯仰方向是不动的。因此利用直角棱镜的临界角特性,能高效地内部全反射入射光特点,将视觉光路由竖直方向偏转90˚成水平方向。
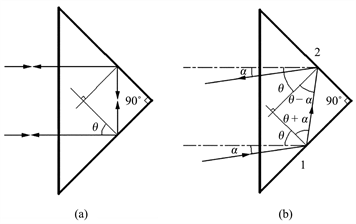
Figure 3. The state of light incident on a right-angle prism
图3. 光线入射直角棱镜状态
视觉部件利用利用直角棱镜可以完美的避让竖直方向的运动,将视觉部件设计放置在加压部件的正后方。视觉光路方案设计结构确定如图4所示,则高精度定位部件每次移动补偿量是由视觉相机通过直角棱镜反射接收TO管帽透镜中心位置和TO管座芯片的发光点位置,内部计算出偏差值。
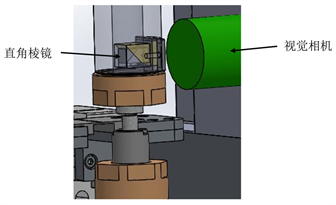
Figure 4. The state of light incident on a right-angle prism
图4. 视觉光路放大三维图
确定视觉部件,在此基础上添加加压部件和定位部件,该焊接结构流程设计为通过电机驱动加压部件对管帽和管座进行预压接触,然后由焊接电源瞬时放电,完成产品的封焊。因此,为了保证产品最终管帽透镜和管座发光点同轴度,必须在焊接电源放电之前由定位部件将TO管座准确定位,而定位部件定位移动量则是由视觉部件提取出的TO管帽透镜中心位置和TO管座芯片的发光点位置的偏差,如图5所示。
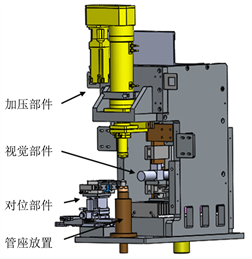
Figure 5. The state of light incident on a right-angle prism
图5. 焊接结构三维图
3. 视觉识别对位方法
结合设计的新型焊接结构,因只有一组视觉识别系统,需要实现对TO管帽透镜中心和TO管座芯片的发光点的分别识别,则就存在两种不同顺序的识别方案,先识别TO管帽透镜中心和先识别TO管座芯片的发光点,结合不同类型的管帽,提出了两种不同的视觉识别对位方法。
3.1. 直接识别方法
自动上料装置同时输送TO管座和TO管帽吸附到位,首先视觉系统识别记录TO管帽上的透镜中心的位置,通过视觉系统中的光源,将该光源发出的光线,穿透TO管帽上的透镜照射到TO管座上的芯片上,得到芯片上发光点的图像,视觉相机观察TO管帽透镜图和TO管座芯片发光点如图6所示。视觉控制器根据TO管座芯片发光点图像上的位置与TO管帽上的透镜中心的位置偏差,通过多次动态调整对位部件夹持TO管座的位置,最终使TO管帽上透镜的中心轴线与TO管座上的发光点对正,从而完成管帽与管座的准确对位,然后将两者进行通电封装在一起,工作原理如图7所示。
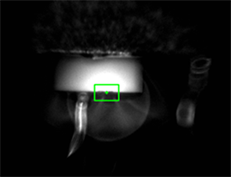
Figure 6. The TO cap lens diagram and the TO header chip light emitting point
图6. TO管帽透镜图和TO管座芯片发光点
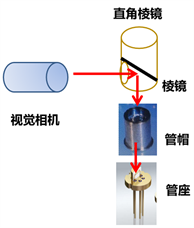
Figure 7. The working principle of direct identification method
图7. 直接识别方法工作原理
3.2. 间接识别方法
自动上料装置改变同时传递输送TO管座和TO管帽,首先把TO管座由传动装置输送到对位平台上吸附放置,相机直接识别TO管座上发光点的图像,由视觉控制器记录发光点的位置。再将TO管帽由传动装置输送到加压部件上吸附放置,相机再次识别管帽上透镜的图像,并由控制器记录透镜的位置,视觉相机观察TO管帽透镜图和TO管座芯片发光点如图8所示。基于管帽透镜和管座发光点的两个绝对坐标值,内部计算出两者XY的相对偏差值,再根据最初标定模板计算出两者实际的物理偏差值,然后由系统信息传送至驱动平台电机进行精确补偿,管座管帽完成一次高精度对位再进行通电封装在一起,工作原理如图9所示。
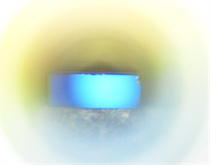
Figure 8. The TO cap lens diagram and the TO header chip light emitting point
图8. TO管帽透镜图和TO管座芯片发光点
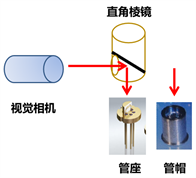
Figure 9. The working principle of indirect identification method
图9. 间接识别方法工作原理
4. 实测分析
为了验证两种方法的可行性,准备同一规格批次物料,分别运用两种不同的视觉识别对位方法(直接识别方法和间接识别方法)各自自动封焊了200只产品,随机抽检其中50只,对XY分别进行产品同轴精度检测。图10所示为直接识别方法对位得到的同轴度数据表,图11所示为间接识别方法对位得到的同轴度数据表。
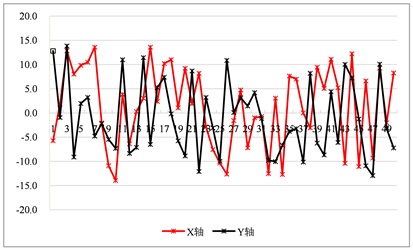
Figure 10. The welding results of the direct identification alignment
图10. 直接识别对位的焊接结果

Figure 11. The welding results of the indirect identification alignment
图11. 间接识别对位的焊接结果
分析数据可知,采用两种不同的视觉识别对位方法封焊的产品XY同轴度都稳定在±15 μm以内,满足目前光通讯行业对产品的精品要求。
5. 总结
从使用实验过程结果来看,两种不同的识别方法焊接产品各具优势。
1) 间接识别方法,采用管帽芯片分别识别对位,在整个自动运行过程中UPH可以达到520只/h;并且可以间接视觉识别焊接一些带膜管帽的产品,该类产品透过管帽透镜看芯片比较模糊,直接识别困难。
2) 直接识别方法,采用直接透过管帽透镜看芯片对位,在整个自动运行过程中UPH可以达到360只/h;虽然效率低于间接识别方法对位,但是好处在于焊接自动运行中可以在过程中跟踪该只产品的焊接精度优良。
在本文中,通过对焊接系统进行结构设计,优化了一种高精度的焊接系统,消除了视觉部件相对安装误差,并且解决了传统机械对位无法提高良品率问题,有效地将透镜光路与加压系统结合在一起,对加压产品要想提高精度的设计理念有很大的参考价值,具有更高的经济性和稳定性。该系统具备的两种视觉识别对位方法,扩宽了设备适用产品范围,提高了设备的焊接效率,为今后封帽机的发展提供了样本,促进了光通讯行业封装焊接产品的提升。
基金项目
国家自然科学基金项目(52005456)。