1. 引言
精轧活套是热连轧过程中用于支撑带钢,形成一定的套量,保持机架间金属流量和张力恒定的装置。在轧制带钢时,由于二级速度设定模型的偏差、咬钢时主传动的冲击速降以及稳定轧制阶段机架厚度波动的影响,各机架间金属秒流量恒定难以保证,尤其是活套控制系统的反应速度和稳定情况,直接影响轧制精度,偏差严重时产生拉钢或者堆钢事故 [1] 。
目前,主要是通过优化活套的响应速度、张力控制和落套时间解决热轧宽带的拉窄、堆钢及甩尾问题 [2] [3] [4] ,而热轧窄带厚度超差情况多于拉窄情况,活套优化对厚度波动的改进报道较少。河南金汇不锈钢集团公司900 mm热轧生产线用于200系、300系不锈钢窄带的轧制,精轧段为10机架连轧机组,机架间设有9组液压驱动活套。由于当前200系不锈钢硬度偏高、类型较多、规格趋薄,带钢质量问题频发,2022年间精轧机组废钢6支、头部轧烂等严重质量缺陷145支,部分钢带头尾厚度波动大,给公司生产经营造成了较大的经济损失。为提高热轧生产线对各不锈钢种的适应能力,改善轧制质量,对精轧活套控制系统的结构进行了剖析,从起套响应速度、稳套工作张力、落套等待时间等方面做了一系列优化工作。
2. 活套控制系统功能与不足
2.1. 活套控制结构原理
液压驱动活套由计算机、机械设备、液压伺服阀及管路和过程控制器组成,包含主传动速度控制系统和活套角度闭环控制系统两部分。如图1所示,主传动速度控制系统通过机架间套量的变化调节前机架的主传动速度,维持机架间张力和带钢流量。活套结构如图2所示 [5] ,套量ΔL计算见公式(1),式中机架间套量随角度θ的改变而变化。

Figure 1. Schematic diagram of looper control principle
图1. 活套控制原理示意图
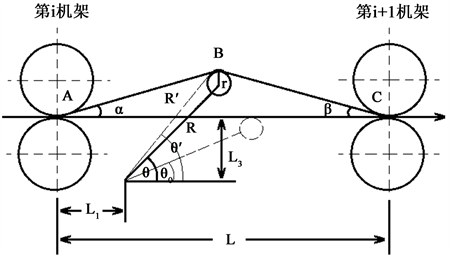
Figure 2. Schematic diagram of looper structure
图2. 活套结构示意图
 (1)
(1)
活套角度闭环控制主要由活套角度基准环节、活套角度检测环节、活套角度控制环节和控制对象四部分组成,通过活套角度和力矩调节维持机架间的张力不变,力矩M的近似计算见公式(2)。其中
、
、
分别为张力、带钢重力、活套辊重力作用于活套臂的力矩,P1、P2分别为带钢和活套辊重力,T为带钢张力,式中力矩的大小随张力T和角度
的改变而变化。因活套角度系统闭环控制,而且伺服系统闭环工作响应快(相应时间控制200 ms以内),活套辊能够做到贴紧带钢。
(2)
2.2. 活套控制系统的不足
正常轧制过程中,起套、落套和调节控制全部自动完成,但是由于受咬钢产生动态速降而形成的套量扰动及轧件温度、电网电压波动等因素的影响,活套现有的调节能力明显不够。根据实时PDA曲线监控数据分析,如图3所示,活套控制系统主要有3个不足:① 咬钢速降产生套量过大,导致活套L1~L3、L6~L9起套角度过大,导致钢卷前20%左右厚度负公差;② 稳定轧制期间活套角度波动大,尤其是L3~L9穿带后大幅波动,导致前半卷带钢厚度波动大;③ 活套L6~L9落套不平稳,落套速度慢,导致带尾厚度正公差。

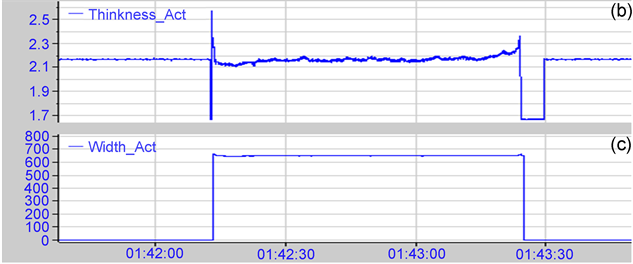
Figure 3. Fluctuation curves of angle (a), strip steel thickness (b), and strip steel width (c) before looper optimization
图3. 活套优化前角度(a)、带钢厚度(b)、带钢宽度(c)波动曲线
3. 活套控制系统优化
3.1. 主速度补偿优化
带钢热连轧生产要求轧制过程处于恒定小张力状态,连轧机主速度级联系统采用恒张力活套支持器动态调节。连轧机组各机架轧辊的转速相对严格同步,要求各机架主传动的速度在静态和过渡过程中精确分配,以协调机架间带钢的速度。动态速降自动补偿功能是动态补偿各机架的速度降低百分比,当主速度运行起来之后,如果当前机架没有负荷,则动态速降补偿功能自动取消,待咬钢时自动投入,抛钢后会自动取消。
在生产过程中发现,F1~F10机架的特性和负荷不同,咬钢时机架速降大小和恢复时间有很大差别,活套的不稳定导致穿带废钢的几率增加。产生各轧机速降大小及速降恢复时间的影响因素有电网电压的稳定、成品带钢的厚度、轧机负荷的大小、穿带速度的设定、轧制规格的宽窄等,结合现场实际情况,发现在其他工况条件稳定的情况下,影响速降的最大因素为成品带钢厚度。采用速降补偿参数进行分档优化、控制的方法,根据成品厚度不同,以2.2 mm、2.6 mm、3.2 mm为界分为四档,对相应机架的速度设定合适的速度补偿值,见表1。对各机架速降补偿值的调整后,每个机架在咬钢的瞬间所产生的速降不一,改变咬钢每个机架的速度补偿系数,使机架咬钢后形成的套量减小到最小,改善了带钢头部穿带过程中活套的稳定性。速降补偿调整后轧机咬入带钢产生的动态速降得到了比较明显的改善,基本解决了起大套问题,如图4所示。

Table 1. Compensation value for speed drop of each rack after archiving according to thickness
表1. 按厚度归档后各机架速降补偿值
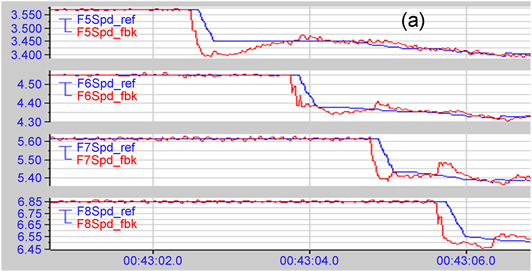
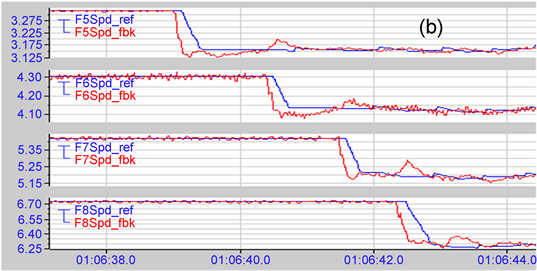
Figure 4. Speed curves before (a) and after (b) optimization of main transmission speed drop compensation
图4. 主传动速降补偿优化前(a)、后(b)速度曲线
主速度补偿优化后,各个机架咬钢速降恢复时间均比之前缩短了10%~20%,如图5所示。下游机架穿带完成后,活套起套时的稳定性增加,各机架的轧制速度调节幅度缩小,在一定范围内快速建张并保持恒定张力,防止因活套角度的不断变化带来张力波动,造成带钢宽度和厚度不均。
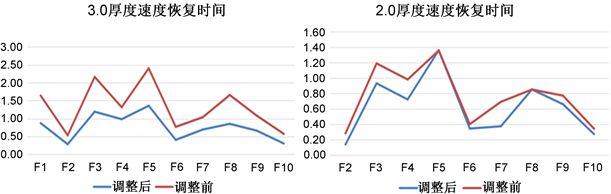
Figure 5. Changes in recovery time before and after optimization of steel biting speed drop for each frame
图5. 各机架咬钢速降优化前后恢复时间的变化
3.2. 活套张力优化
跟踪曲线表明,活套角度波动影响带钢轧制精度,稳定轧制期间角度波动小,套量稳定,输出主速度的调整量也较小,在设备能力允许和不造成带钢拉窄、拉薄的前提下,设定最大张力有利于轧制过程的稳定和带钢板型的改善 [6] 。在二级活套张力模型中加大L1和L9活套的单位张力,从小到大阶梯状优化调整L2~L8活套单位张力,提高L1~L9活套总张力,在各机架活套单位张力原有基础上提高15%~25%进行优化,见表2。
Table 2. Optimization of looper unit tension setting
表2. 活套单位张力设定优化
跟踪曲线表明,活套角度波动影响带钢轧制精度,稳定轧制期间角度波动小,套量稳定,输出主速度的调整量也较小,在设备能力允许和不造成带钢拉窄、拉薄的前提下,设定最大张力有利于轧制过程的稳定和带钢板型的改善 [6] 。后期生产中活套角度波动情况有了一定程度的改善,见图6。


Figure 6. Fluctuation curves of looper tension before (a) and after (b) optimization
图6. 活套张力优化前(a)、后(b)波动曲线
3.3. 液压系统优化
在接收到起套命令后,活套辊需尽快升起并张紧带钢,形成轧制时所需的稳态微张力。对液压伺服系统进行调整,提高响应灵敏度,可以缩短起套和落套的动作时间。在控制程序中微调零漂和伺服阀速度增益系数,提高起套反应速度,使活套快速达到设定起套角度和稳定状态。
活套伺服阀速度增益调整前,起套实际角度超出设定值,如图7(a)所示,上游机架产生联调动作减小活套角度,张力也随之发生变化,严重影响机架间金属流量平衡,上游机架的速度修正过于频繁时就会造成钢带折叠或拉窄,极端情况就会造成拉断或者断辊。如果起套达到设定角度后能够快速进入稳态,或在设定角度偏差的极小范围内,如图7(b)所示,那么对上下游机架速度调节就会减小,作用在带钢上的张力也能够快速进入稳态。调整后的生产实践表明,活套起套后越快进入稳态,对钢带的宽度、厚度、板面质量及头部温度的影响越小,成品质量也更优。
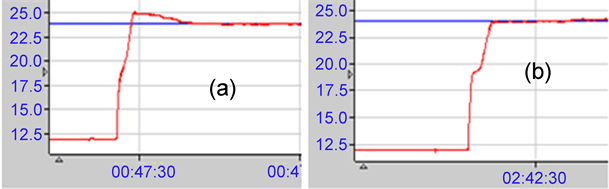
Figure 7. Fluctuation curves of looper servo valve speed gain before (a) and after (b) adjustment
图7. 活套伺服阀速度增益调整前(a)、后(b)波动曲线
3.4. 活套落套优化
在上游机架钢带到达尾部时,活套提前进入较小的角度(设定的小套角度),钢带此时是较为平缓的状态,在上游机架钢带抛出后,活套快速落套到达等待位,以免翘起的钢带尾部被高速甩出 [7] 。将小套模式启动触发条件L1~L5设定为前一个机架抛钢,L6~L9活套调整为前前一个机架进入小套功能,小套执行到设定角度的斜率加大,将L1~L5机架小套运行时间先优化到0.6 s以内,下游L6~L9机架优化到0.4 s以内。随着不断的调整,小套功能执行到落套的时间全部控制在0.3秒以内。
优化小套控制功能后,小套控制开始执行时角度开始下降,实际张力上升,在张力增加到最大情况下抛钢,带钢尾部更稳定,如图8所示。
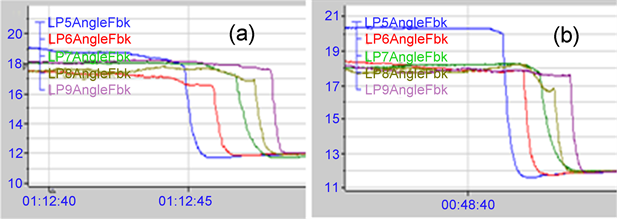
Figure 8. Angle fluctuation curves before (a) and after (b) optimization of looper fall
图8. 落套功能优化前(a)、后(b)角度波动曲线
3.5. 优化效果
通过以上优化实践,跟踪轧制过程活套角度、厚度、宽度波动曲线,相比调整前,起套速度更加平稳,轧制过程角度波动较小,落套时机也比较合理,见图9(a),对应带钢厚度和宽度精度提高,见图9(b)、图9(c),达到了生产要求。
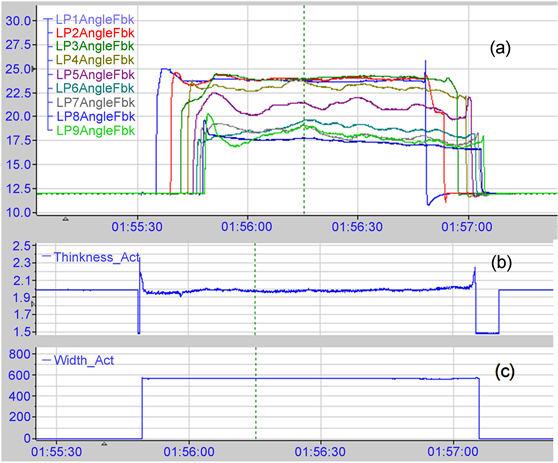
Figure 9. Fluctuation curves of angle (a), strip steel thickness (b), and strip steel width (c) after looper optimization
图9. 活套优化后角度(a)、带钢厚度(b)、带钢宽度(c)波动曲线
4. 总结
在当下热轧带钢生产过程中,活套控制系统的稳定已经是保障带钢质量的重要因素之一,随着各种生产指标的不断提高,需要不断提高活套控制系统的功能。本文对900 mm热轧生产线精轧活套控制系统的结构和原理进行介绍,分析了活套运行中起大套、角度波动大对带钢质量的影响,对活套控制系统进行了四部分的优化。通过提高主速度动态速降补偿和液压伺服阀调整提高了起套速度,避免了起大套带来的头部厚度负公差;通过提高活套张力减小了轧制过程中活套角度波动,同时也对起套高度过大有了一定的平衡作用,明显地提高了稳定轧制的精度;对活套落套时间进行了合理调整,保证了带尾轧制的平顺,带尾厚度正公差也有了较大的改善,能够满足实际生产要求。