1. 引言
随着科学技术的高速发展,人们的生活水准取得很大程度的提高,智能手表已成为人们日常生活中不可或缺的一部分。人们不仅对其使用功能有更高要求,对外观设计、佩带舒适、安全等也有更高要求 [1] 。手表外壳的抛光工艺直接决定了外壳的外观质量和加工成本,为满足消费者在品质上日益提高的追求,抛光加工工艺的改善或者新应用的开发迫在眉睫。
本课题研究对象为金属手表外壳,其材料为钨钴合金用金属注射成形MIM (Metal Injection Molding)工艺压制而成 [2] [3] 。钨钴合金在加工过程中容易产生表面损伤,因此,在设计出美观的手表外壳结构后,如何设计安排加工工艺显得尤为重要。非牛顿流体磨盘抛光方法 [4] 采用一种粘弹性非牛顿流体Silly-Putty作为磨盘变形层的填充物质,具有很强的材料去除能力。在恒定的法向压力的作用下,Silly-Putty表现出液体的流动性,能够和工件表面充分贴合,在抛光头高速旋转的过程中,Silly-Putty在高频应力的作用下能够表现出固体的刚性,起到物理平滑和材料去除的作用 [5] 。Burge [6] 提出将Silly-putty作为小磨头填充层,兼顾柔性贴合及刚性平滑能力,成功的把非牛顿流体磨盘抛光技术应用到GMT8.4 m主镜的加工中,使其RMS低于4.6 nm。中国科学院长春光机所的宋驰 [7] 使用非牛顿流体磨盘抛光方法对RB-SiC进行了抛光工艺实验,探究了抛光工艺参数对表面粗糙度和材料去除率的影响关系。李兴昶 [8] 在前人基础上结合化学机械抛光技术,使RSA6062铝平镜表面PV下降0.104 μm,RMS下降0.028 μm,展现了非牛顿流体磨盘抛光优秀的保形能力。
本文将非牛顿流体磨盘抛光技术应用到手表外壳的抛光加工中,利用柔性抛光的方法,既能够解决金属手表外壳产生划痕、凹坑、橘皮等缺陷,又可以获得较高的表面质量。
2. 非牛顿流体磨盘抛光试验部分
2.1. 试验设备
非牛顿流体磨盘抛光试验设备如图1(a)所示,将四轴运动模组搭建在光学加工平台上,采用四轴运动模组控制非牛顿流体抛光头进行运动,非牛顿流体抛光头如图1(b)所示,使用3D打印技术制作出抛光头基板以及密封圈,使用0.02 mm的硅胶薄膜将非牛顿流体Silly-Putty材料包裹在抛光头基板上,在硅胶薄膜外粘贴平绒抛光布。通过运动模组控制非牛顿流体抛光头在光学平台上做往复线抛光运动,抛光路径如图1(c)所示。
 (a) 四轴抛光平台
(a) 四轴抛光平台  (b) 抛光头
(b) 抛光头  (c) 抛光路径
(c) 抛光路径
Figure 1. Polishing test equipment and polishing path
图1. 抛光试验设备与抛光路径
2.2. 测量与表征
本课题采用粗糙度仪测量工件抛光前后的表面粗糙度Ra,采用光泽度仪测量抛光前后的工件光泽度G,采用电子显微镜观察抛光前后工件的表面形貌,采用电子天平称量抛光前后的工件质量,根据质量损失法计算材料去除率MRR,
(1)
式(1)中,
为抛光前后工件质量差,g;
为工件的密度,g/cm3;A为工件的被抛光面积,cm2;t为抛光时间,min。以上实验均在非牛顿流体抛光平台上进行,每次实验后将工件放入超声清洗机中清洗1 min,并进行吹干,所有实验数据均取3次重复实验的平均值。
2.3. 试验设计
抛光试验参数和方法
抛光试验中采用的抛光液的组成成分如表1所示。
在进行抛光加工试验时,用夹具将工件固定在工作台上,操纵编码器来控制抛光头进行运动,使抛光头沿着X、Y轴方向进给,在工件表面进行确定性轨迹运动;控制抛光头沿着Z轴方向进给,以此来确保抛光头受到法向压力。通过控制变量法,在不同的参数下对工件进行抛光试验,试验结束后检测每个区域的表面粗糙度、材料去除率和光泽度,并通过显微镜观察工件的表面形貌,试验参数如表2所示。
3. 试验结果及讨论
根据Preston [9] 方程可知,抛光过程中的材料去除模型可以描述材料的去除量与抛光区域的压强和线速度成正比的关系,如式(2)所示:
(2)
式(2)中:
表示抛光小工具头与被加工表面接触点
在单位时间内的材料去除量,k表示Preston的比例系数,
表示点
的待加工表面所受到的压力,
表示点
的瞬时相对速度,
表示加工时间。
对式(2)积分并做归一化处理后:
(3)
抛光头上任意一点的角速度为都相同,因此根据式(3)得到抛光头的去除函数为:
(4)
根据赫兹接触理论 [10] ,得到点
的瞬时相对压强为:
(5)
式中:F为抛光头所受到的法向压力,r为点
到圆心的距离。
根据刚体绕定点转动的运动学知识,接触面内的点都是绕圆点O旋转。抛光头在点
处产生的线速度为:
(6)
结合式(4)和式(5)可得抛光头的去除函数为:
(7)
3.1. 抛光压力对抛光效果的影响
由式(2)即Preston公式可知:MRR与抛光压力成正比。当压力较大时,材料去除率提高;反之压力降低时,材料去除率降低。图2为抛光压力对表面粗糙度、材料去除率和光泽度的影响。从图2中可看出:随着压力的增加,粗糙度先是快速降低,后下降速度放缓,逐渐趋于平稳,压力值为11.56 N时,最小粗糙度值为21 nm。随着压力的增加,材料去除率和光泽度均增加,当压力值为11.56 N时,最大材料去除率为151.47 nm/min,光泽度为460 Gu。在压力达到11.56 N之后,如果继续增大抛光压力,会达到硅胶薄膜的变形极限,使之破裂并将里面包裹的非牛顿流体甩出,具有一定危险性,所以最佳抛光压力选择为11.56 N。
 (a) 压力对表面粗糙度的影响
(a) 压力对表面粗糙度的影响  (b) 压力对材料去除率的影响
(b) 压力对材料去除率的影响 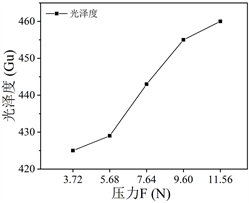 (c) 压力对光泽度的影响
(c) 压力对光泽度的影响
Figure 2. Effect of polishing pressure on polishing effect
图2. 抛光压力对抛光效果的影响
表面粗糙度随着抛光压力的增加而递减,材料去除率与光泽度随着抛光压力的增加而递增。在抛光压力较低时,金属手表外壳工件表面受的摩擦力较小,材料去除率也较少,因此表面的质量效果也较差。由于法向压力的提高,在抛光过程中摩擦力也随之增加,所形成的磨擦而增强了抛光液的化学反应活力,导致了材料去除率和光泽度的提高,而表面粗糙度值降低了。当抛光压力为11.56 N时,抛光液既可以将化学反应物质有效传递出去,也可以及时进行化学反应,从而增加了材料去除率和光泽度,工件表面粗糙度值也达到了极限,抛光压力对表面形貌的影响如图3所示。
试验结果表明:抛光压力对表面粗糙度、材料去除率、光泽度与表面形貌的影响非常大,因此选择恰当的抛光压力是获得高质量工件表面的一个极为重要的参数。
3.2. 抛光转速对抛光效果的影响
由式(2)即Preston公式可知:MRR与抛光转速成正比。当转速较快时,抛光液对工件表面的机械磨削作用增强,材料去除率提高;反之转速降低时,材料去除率降低。如图4所示,随着非牛顿流体抛光头转速的增加,表面粗糙度先降低后又增加,最低粗糙度出现在转速为1800 r/min处,粗糙度值为20 nm。材料去除率先快速增加,后趋于平缓。光泽度随转速的增加整体上呈现先上升后下降的趋势,最大光泽度出现在1800 r/min处,此时的光泽度值为460 Gu。如图5所示,表面形貌随着抛光转速的增加先变好后变差,当转速为1800 r/min时,显微镜下工件表面无明显划痕且凹坑较少。
 (a) 转速对表面粗糙度的影响
(a) 转速对表面粗糙度的影响 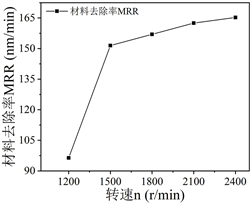 (b) 转速对材料去除率的影响
(b) 转速对材料去除率的影响 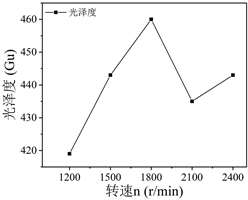 (c) 转速对光泽度的影响
(c) 转速对光泽度的影响
Figure 4. Effect of rotational speed on polishing effect
图4. 转速对抛光效果的影响
非牛顿流体磨盘抛光转速的变化会引起抛光液中磨粒在循环使用周期内参与抛光的次数,以及相对切削速度的变化。当抛光转速较低时,抛光液中磨粒参与切削的次数较少,而且其相对切削速度较低,抛光效果较差,表面粗糙度较高,材料去除率较低,光泽度也较低。当抛光转速较高时,抛光液动能增大,磨粒与工件之间的相对作用次数增加,表面质量变好,划痕明显减少,表面粗糙度降低,材料去除率和光泽度增高。当抛光转速过高时,尽管会使得抛光液动能增加,切削速度也增加,但会使得抛光液产生飞溅现象,造成抛光液的浪费,参与抛光的磨料数量减少,材料去除率降低,工件表面缺陷无法充分去除,使得表面粗糙度上升,光泽度降低。
实验结果表明:当转速为1800 r/min时,表面粗糙度最小,光泽度最大;转速为2400 r/min时,材料去除率达到最佳效果。因此,当转速在一定的范围内,选取一个最恰当的转速,来确保获得较好的表面质量,较高的材料去除率与光泽度且使得表面粗糙度较低,以1800 r/min最佳。
3.3. 抛光时间对抛光效果的影响
由式(2)即Preston公式可知:MRR与抛光时间成正比。当抛光时间越长时,材料去除率越高;抛光时间越短时,材料去除率越低。从图6中可知,随着抛光时间的增加,表面粗糙度先减小后增加,材料去除率逐渐增加,光泽度先增加后减小,综合考虑,选择抛光时间为20 min,对应的表面粗糙度为20 nm,材料去除率为115.67 nm/min,光泽度为447 Gu。如图7可知,工件表面形貌先变好又逐渐变差,在抛光时间为20 min处获得最光滑表面。
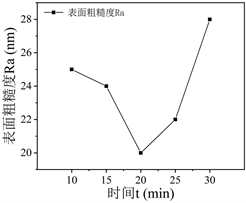 (a) 抛光时间对表面粗糙度的影响
(a) 抛光时间对表面粗糙度的影响  (b) 抛光时间对材料去除率的影响
(b) 抛光时间对材料去除率的影响  (c) 抛光时间对光泽度的影响
(c) 抛光时间对光泽度的影响
Figure 6. Effect of polishing time on polishing effect
图6. 抛光时间对抛光效果的影响
在抛光初期,工件的表面布满划痕、凸起与凹坑,而在抛光过程中,工件表面微凸物体会受到较大的局部切应力,从而使材料去除率更高,表面粗糙度和光泽度降低得更快。在抛光中期,抛光时间越长,工件的表面质量越好,局部抛光压力变小,材料去除率降低,表面粗糙度也越低并接近于稳定。随着加工时间的继续延长,抛光时间为20 min时,表面粗糙度和光泽度都达到最好的效果。在抛光后期,磨粒会破坏抛光后良好的表面,材料去除率增加,表面粗糙度上升,光泽度降低。
实验表明:非牛顿流体磨盘抛光材料去除效率高,选择最佳抛光时间为20 min,达到了最优的镜面效果。
3.4. 氧化铝粒径对抛光效果的影响
Lee等 [11] 提出材料的去除量与抛光中所用的磨料粒径有关,如下式:
(8)
式(8)中R为材料的去除量,A是接触面积,
为磨料浓度,d为磨料粒径。根据式(8)可知,磨料粒径越大,材料的去除量越大,反之磨料粒径越小,材料的去除量也越小。
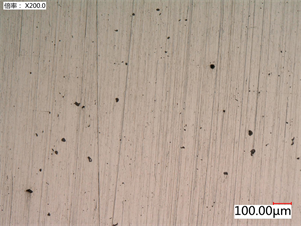
如图8所示,随着氧化铝粒径的增大,表面粗糙度先降低后增加,材料去除率持续增加,光泽度先增加后减小,氧化铝粒径为0.05 μm时,可获得最佳的表面粗糙度和最佳的光泽度。氧化铝粒径为1 μm时,材料去除率达到最大值。如图9所示,随着氧化铝粒径的增加,显微镜下工件表面形貌逐渐变好,在粒径为0.05 μm处获得最光滑表面,此后随着粒径的继续增加,表面形貌随之变差。
 (a) 氧化铝粒径对表面粗糙度的影响
(a) 氧化铝粒径对表面粗糙度的影响  (b) 氧化铝粒径对材料去除率的影响
(b) 氧化铝粒径对材料去除率的影响 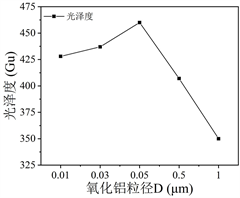 (c) 氧化铝粒径对光泽度的影响
(c) 氧化铝粒径对光泽度的影响
Figure 8. Effect of alumina particle size on polishing effect
图8. 氧化铝粒径对抛光效果的影响
当氧化铝粒径较小时,材料去除能力较低,无法对工件进行充分抛光,造成工件表面原有粗糙峰不能完全去除,因此表面粗糙度Ra较高,光泽度G低,表面形貌较差。当氧化铝粒径较大时,由于平绒抛光垫的磨料“容没”效应,会使抛光液中磨料颗粒均匀作用于工件表面,从而避免粒径大的磨粒对工件表面的损伤,加工表面变得光滑,并且粒径大的磨粒切深较大可提高工件的材料去除率MRR,使抛光效果更好。但是,随着磨料粒径的持续增大,平绒抛光垫的“容没”效应会逐渐减弱,大磨粒未能被完全“容没”,对工件表面造成的损伤也随之增大,导致表面粗糙度Ra增加,光泽度G降低,表面形貌变差。
试验结果表明:采用非牛顿流体磨盘抛光时,选择合理的磨料粒径可以在保证表面质量的同时提高加工效率,磨料粒径的大小会直接影响其对工件的材料去除能力,从而影响表面粗糙度和光泽度,本文试验中当氧化铝粒径为0.05 μm时抛光效果最好。
3.5. 抛光前后表面形貌
基于上述单因素试验的最佳工艺条件进行抛光试验,抛光压力为11.56 N,抛光头转速为1800 r/min,抛光时间为20 min,磨料粒径为0.05 μm时,最小表面粗糙度Ra为20 nm,最大材料去除率MRR为151.47 nm/min,最大光泽度为460 Gu,表面形貌无划痕,获得光滑镜面效果。如图10所示为抛光前、后超景深显微镜下工件表面二维形貌与三维形貌图。
 (a) 抛光前二维形貌
(a) 抛光前二维形貌 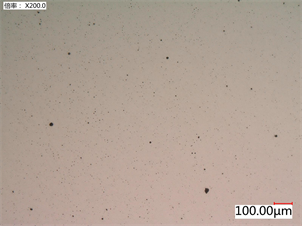 (b) 抛光后二维形貌
(b) 抛光后二维形貌  (c) 抛光后工件实物图
(c) 抛光后工件实物图
Figure 10. Two-dimensional morphology and physical images of the workpiece before and after polishing
图10. 抛光前后工件二维形貌及实物图
4. 结论
1) 本文通过智能手表金属表壳非牛顿流体磨盘抛光工艺研究,探究了抛光压力,抛光头转速,抛光时间,磨料粒径对表面粗糙度Ra,材料去除率MRR及光泽度G的影响规律,为获得精密工件表面奠定了基础。
2) 抛光工艺试验中,抛光压力为11.56 N,抛光头转速为1800 r/min,抛光时间为20 min,磨料粒径为0.05 μm时,最小表面粗糙度Ra为20 nm,最大材料去除率MRR为151.47 nm/min,最大光泽度为460 Gu,表面形貌无划痕,获得光滑镜面效果。
3) 抛光压力,抛光头转速,抛光时间,磨料粒径的变化对表面形貌的影响与其对表面粗糙度Ra的影响基本相同,与其对材料去除率MRR的影响基本相反,与其对光泽度G的影响基本相同。