1. 引言
乳化沥青冷再生技术可以将废旧沥青路面材料(RAP)再生应用于公路的基层或面层 [1] [2]。这不仅可以减少因大量RAP堆放而引起的环境污染,还可以实现资源的循环利用。同时,乳化沥青冷再生混合料的施工是在常温下进行的,这可以避免在高温施工条件下排放的有害气体,起到了保护环境和减少能耗的作用 [3] [4]。
目前,乳化沥青冷再生技术虽然被广泛应用于道路建设,但是仍然存在乳化沥青在集料表面裹覆不均匀的问题,这会导致乳化沥青与集料之间的粘附性不足,进而影响道路的使用性能 [5] [6]。值得重视的是,粘附性不足将会降低冷再生混合料的抗水损害能力,从而大大降低道路的使用寿命 [7]。学者们主要从乳化沥青、添加剂及级配等方面进行混合料性能的提升 [8] [9] [10],但是乳化沥青裹覆不均匀而导致混合料性能不足的问题尚未得到有效解决。通过改进混合料制备工艺来解决上述问题,是一个有效的方法。李泉 [11] 采用预拌方式提升了乳化沥青在集料表面的裹附均匀性,提高了再生混合料性能的稳定性,在缩短拌和时间的情况下,混合料依然可以保持较好的力学性能。另外,在水泥混凝土 [12] [13]、水泥稳定基层 [14] [15] 及水泥混凝土再生混合料 [16] [17] 的制备过程中,振动作用可以使骨料与水泥浆体的有效接触,改善了它们之间的微观均匀性,进而强度得到提高。
基于上述预拌和振动拌和的制备工艺研究,本文对乳化沥青混合料的制备工艺进行了改进,将振动作用与预拌工艺结合应用于乳化沥青冷再生混合料的制备,研究振动预拌工艺对冷再生混合料外观特征、体积特性及冻融循环前后路用性能的影响。
2. 试验原材料、设备
2.1. 原材料
采用江苏苏博特乳化剂进行乳化沥青的制备,其基本性能如表1所示;RAP材料及掺入新集料的筛分结果分别如表2和表3所示,其性能均能满足规范要求。其中,按照粒径范围15~25 mm以及0~15 mm,分别将RAP材料分为粗和细两档;石灰石矿粉作为填料;水泥采用普通硅酸盐水泥P.O 42.5。本研究的混合料级配如表4所示,其中各组分的占比为新集料:粗RAP材料:细RAP材料:矿粉 = 16:12:67.5:4.5。

Table 1. The basic properties of emulsified asphalt
表1. 乳化沥青基本性能
Table 2. The gradation of RAP material
表2. RAP材料级配
Table 3. The gradation of new aggregate
表3. 新集料级配
Table 4. The gradation of EACRM
表4. 乳化沥青冷再生混合料级配
2.2. 拌和设备
振动拌和仪器采用的是德通DT60ZBW双卧轴振动搅拌机,仪器的搅拌模式可以分为振动搅拌和纯搅拌两种。其中,振动幅度为1.26 mm,振动频率为1.18 rad/s,搅拌转速为55 r/min。
3. 混合料制备工艺及实验方案
3.1. 混合料制备工艺
本研究为了深入探究振动预拌对乳化沥青冷再生混合料的影响,分别设计了四种不同的制备工艺,分别为传统制备工艺、预拌制备工艺、振动拌和制备工艺、振动预拌制备工艺,具体制备工艺如表5所示。值得注意的是,相比于传统与振动拌和制备工艺,预拌与振动预拌制备工艺操作步骤复杂,制备时间较久。
Table 5. The production processes of EACRM
表5. 乳化沥青冷再生混合料制备工艺
3.2. 试样成型方式
按照《公路沥青路面再生技术规范》(JTG/T 5521-2019) [18] 进行马歇尔试件的击实成型,将拌和均匀的乳化沥青混合料装入马歇尔试模中,使用马歇尔击实仪对试样正反两面各进行50次击实,然后将其放入60℃烘箱中养生40个小时。养护完毕后,对试件正反两面各进行25次击实,然后将其放置在室温环境下12小时,最后进行脱模。对于旋转压实试件的成型采用的是《公路工程沥青与沥青混合料试验规程》(JTG E20-2011) [19] 中的SGC制作方法。首先,将试件高度达到60 mm设置为试验结束条件,在试模内壁涂抹黄油,同时于下压盘垫一张圆形纸张。然后,称取一个试件所需的拌和均匀的冷再生混合料,迅速将其装入旋转压实试模中,将表面整平,并在表面放一张圆形纸张。进而,通过旋转压实仪进行压实,直到试件达到要求高度,压实结束。最后,将试件连同试模一同放入60℃烘箱中放置4 h,再进行脱模,脱模完毕后立即将试样重新放回60℃烘箱中养护48 h,使试样养生至恒重,即可完成旋压试件的制备。
3.3. 实验方案
根据规范 [18] [19],确定了混合料的最佳含水率、最佳沥青用量以及水泥用量分别为5.0%、4.6%和1.5%,并进行了不同拌和工艺下乳化沥青冷再生混合料外观特征及体积特性的比较。按照规范 [18] 分别对不同制备工艺下的乳化沥青冷再生混合料马歇尔试件及旋压试件进行5次冻融循环处理,从第2次冻融开始不再进行真空饱水处理。测试混合料的动稳定度和冻融循环前后马歇尔试件的空隙率、马歇尔稳定度、低温劈裂强度、以及旋压试件的间接拉伸疲劳寿命,每组试验的试样数为4个。其中,根据规范EN 12697-24E [20],旋压试件的直径为150 mm,高度为60 mm。
4. 试验结果与分析
4.1. 混合料的外观特征及体积特性
4.1.1. 混合料外观特征
按照上述的四种不同制备工艺下获得的乳化沥青混合料外观如图1所示。可以看到,传统制备工艺的混合料存在花白料(图中红色圆圈标记部分),而其他制备工艺的混合料从外观上看无明显区别,均无花白料的出现,乳化沥青能够均匀地裹覆于集料表面。这说明了预拌工艺、振动搅拌以及振动预拌工艺可以有效解决传统冷再生沥青混合料制备工艺中出现花白料的问题。
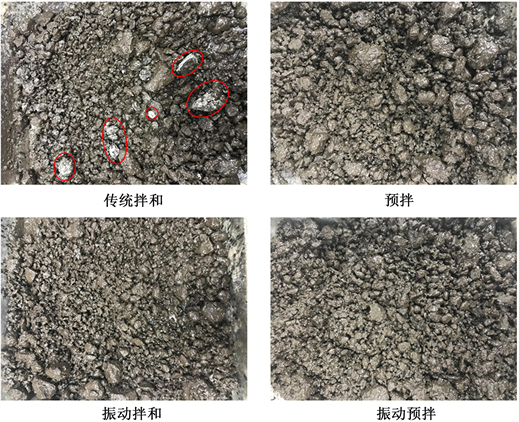
Figure 1. The appearance feature of EACRM in different production processes
图1. 不同制备工艺混合料的外观特征
4.1.2. 混合料级配变化
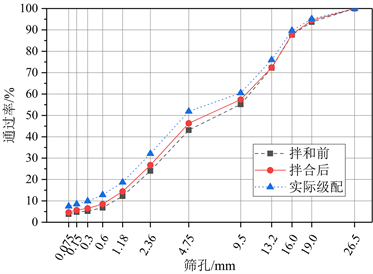
通过研究四种不同制备工艺乳化沥青冷再生混合料在拌和前后的级配变化情况,结果如图2所示。其中,采用三氯乙烯对RAP料进行了离心抽提,得到其实际级配。从图2可以发现,传统拌和与预拌制备工艺的混合料级配变细,但是变化较小,这是由于搅拌作用使得RAP发生部分松散及集料发生磨损破碎导致的。另外,振动拌和及振动预拌制备工艺的混合料级配变化较大,小于13.2 mm筛孔的通过率明显变大,导致级配曲线与再生混合料实际级配曲线较为接近。这是由于振动作用下的RAP粗颗粒(粗的RAP集料与沥青胶泥的组合或完全是RAP细料的团块组成)基本上均发生分散。值得注意的是,4.75 mm和9.5 mm筛孔的通过率变化最大,这可能是集料发生了共振作用的原因。
 (a)
(a) 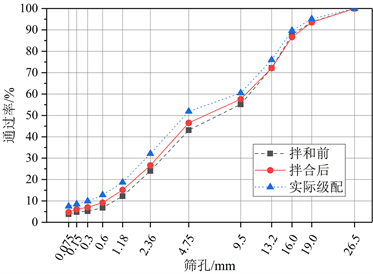 (b)
(b) 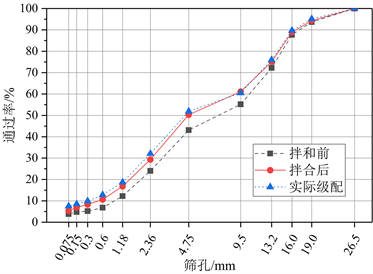 (c)
(c)  (d)
(d)
Figure 2. The gradation changes of EACRM before and after mixing: (a) traditional mixing; (b) premixing; (c) vibratory mixing; (d) vibration premixing
图2. 拌和前后混合料级配变化:(a) 传统拌和;(b) 预拌;(c) 振动拌和;(d) 振动预拌
4.1.3. 混合料空隙率
沥青混合料的水稳定性与其空隙率有着一定联系,混合料空隙率越小将会表现出更好的抗水损害性能,一方面是因为水更难进入混合料内部,另一方面是水的渗透压力及膨胀压力更小。图3为混合料经历5次冻融循环前后的空隙率,可以看出,经历5次冻融循环之后,混合料的空隙率呈现增大的趋势,这是因为混合料内部微空隙在水的渗透压力及冻胀作用下连同起来 [21]。冷再生混合料在经历冻融循环前,空隙率的大小排序为普通拌和 > 预拌 > 振动拌和 > 振动预拌,这可以一定程度上反应振动预拌制备工艺的混合料具有更好的水稳定性。混合料空隙率的变化是由于搅拌作用使得RAP发生部分松散及集料发生磨损破碎,且振动作用使提升了混合料的微观均匀性,空隙率的大小关系与混合料筛分结果基本一致。同时,在经历冻融循环后,普通拌和、预拌、振动拌和及振动预拌制备工艺混合料的空隙率增加幅度分别为11.281%、10.781%、8.210%及7.637%。振动预拌及振动拌和制备工艺下的混合料空隙率变化明显比普通拌和及预拌制备工艺的小,这验证了振动预拌制备工艺对于提高乳化沥青冷再生混合料的水稳定性效果最好。另外,分别应用预拌与振动拌和工艺时,冷再生混合料在经历冻融循环后的空隙率增幅变小了,但后者的效果更加明显。这是因为预拌工艺仅增加了乳化沥青在集料表面的裹覆均匀性,对于混合料的微观均匀性并无影响,但是振动拌和工艺在这两个方面均起到了作用。
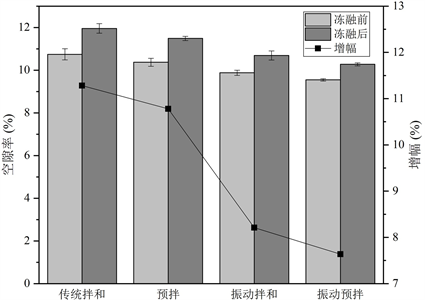
Figure 3. Air void of EACRM before and after freeze-thaw cycles
图3. 冻融循环前后混合料的空隙率
4.2. 混合料路用性能
4.2.1. 混合料高温稳定性
通过实验温度为60℃的马歇尔稳定度实验进行混合料的高温稳定性的评价。其中,马歇尔模数是马歇尔稳定度与流值的比值,在一定程度上可以反映出混合料的抗车辙性能。图4、图5及图6分别展示了冻融循环前后混合料的马歇尔稳定度、流值及马歇尔模数。从图4的马歇尔稳定度结果可以得出,冻融循环前后振动预拌及振动拌和制备工艺的混合料马歇尔稳定度均比其他两种大,说明这两种制备工艺都可以提升混合料的高温稳定性,且前者的效果更好。相比于普通拌和制备工艺,预拌制备工艺虽可以提升混合料的马歇尔稳定度,但是效果较小。从冻融循环作用后的混合料马歇尔残留稳定度可以看出,振动预拌及振动拌和对提升混合料的抗冻融耐久性具有提升作用,且前者的效果更好。这是因为预拌提高混合料中乳化沥青的均匀分布,同时振动作用可以提高混合料的微观均匀性,进一步提升了集料之间的粘附性及混合料的密实性。另外,沥青薄膜与水泥水化产物相互交织形成的三维网状结构对冷再生沥青混合料起着加筋作用,同时这种结构能够增强胶浆与集料之间的粘结。经过振动作用,水泥分散性更好,空间三维网状结构在冷再生混合料中分布更加均匀,加筋效果得到进一步增强。从马歇尔模数实验结果可以得出,冻融循环后,混合料的马歇尔模数明显变小,这是由于水损害降低了混合料的抗永久变形能力。另外,冻融循环前后,振动预拌制备工艺下的混合料马歇尔模数始终明显大于其余三种制备工艺,这说明振动预拌制备冷再生混合料始终具有最好的高温性能。
车辙试验可以模拟沥青路面在高温环境下受到轮碾作用,是一种用来评价沥青混合料高温性能的有效方法。通过车辙动稳定度以及最大车辙深度共同进行冷再生沥青混合料抗车辙能力的评价。图7车辙动稳定度结果表明,振动预拌工艺比其余三种制备工艺的混合料动稳定度都大,而其最大车辙深度最小,这说振动预拌工艺的混合料抗高温车辙能力最强,这与马歇尔稳定度的试验结果一致。相比于预拌制备工艺与传统制备工艺,振动拌和工艺的车辙动稳定度更大,最大车辙深度更小,说明振动拌和对混合料
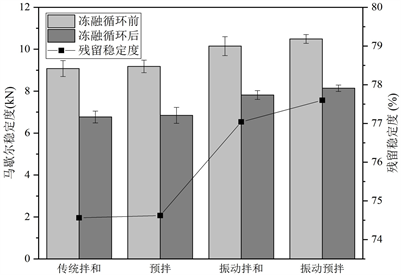
Figure 4. Marshall stability of EACRM before and after freeze-thaw cycles
图4. 冻融循环前后混合料的马歇尔稳定度

Figure 5. Flow value of EACRM before and after freeze-thaw cycles
图5. 冻融循环前后混合料的流值

Figure 6. Marshall stiffness of EACRM before and after freeze-thaw cycles
图6. 冻融循环前后混合料的马歇尔模数

Figure 7. The results of rutting test before freeze-thaw cycle
图7. 冻融循环前车辙试验结果
的高温性能起到加强作用。预拌制备工艺与传统制备工艺虽然从车辙动稳定度来看并无区别,但是前者展现了更小的最大车辙深度,这表明预拌工艺对混合料的高温性能提升效果较小,这与马歇尔模数展现的结果基本一致。
4.2.2. 混合料低温稳定性
通过实验温度为−10℃的低温劈裂试验来评价冷再生混合料的低温稳定性。其中,冷再生混合料的劈裂强度及破坏抗拉应变越大,破坏劲度模量越小就代表其具有更好的低温抗裂性能。同时,采用低温劈裂强度比即混合料冻融循环后的劈裂强度与其冻融循环前劈裂强度的比值来评价混合料的冻融循环耐久性。从图8冻融循环前后混合料的低温劈裂强度可以得出,冻融循环前后混合料的低温劈裂强度大小排序都是:振动预拌 > 振动拌和 > 预拌 > 普通拌和,且预拌与普通拌和的低温劈裂强度差距较小。同时,混合料的低温劈裂强度比显示出与低温劈裂强度相同的大小关系。振动预拌制备工艺下的冷再生混合料低温劈裂强度比为82.7%,分别比普通拌和、预拌及振动拌和高了9.0%、7.2%及3.2%。这些说明预拌与振动拌和都可以提高乳化沥青冷再生的低温抗拉强度及冻融循环耐久性,当两者共同应用于制备工艺中时,效果更为明显。对于图9和图10的破坏拉伸应变及破坏劲度模量实验结果,它们显示出了与低温劈裂强度一致的实验结果,即破坏拉伸应变及破坏劲度模量按照普通拌和、预拌、振动拌和、振动预拌的顺序依次变大和变小,表明预拌、振动拌和及振动预拌制备工艺都可以提升乳化沥青冷再生混合料的低温变形能力及应力松弛能力,但振动预拌制备工艺的提升效果最好。经历冻融循环后,乳化沥青冷再生混合料的低温抗裂性在采用振动预拌制备工艺时得到了有效的提升。以上现象可以归因于两个方面,一是裂缝的产生机制是消耗最小的能量,因此粗集料与沥青胶浆的界面处往往是产生裂缝的最初路径,预拌与振动作用能够让乳化沥青均匀包裹粗集料,形成粘结性更好的粗集料–沥青胶浆界面,从而提升冷再生沥青混合料的抗开裂性能;二是振动作用使得冷再生沥青混合料的密实性提高。
4.2.3. 混合料耐久性
在季节性冰冻地区,由于为水的冻融损伤会加速会沥青混合料的破坏,沥青路面的抗疲劳能力将会受到更严重的影响。因此,研究冻融循环作用对沥青混合料抗疲劳性能的影响具有重要意义。
采用间接拉伸疲劳试验来评价乳化沥青冷再生混合料在长期使用过程中的抗疲劳性能。根据规范EN 12697-24E [20],加载模式采用应力控制模式,实验温度设定为15℃,加载周期宽度为100 ms,加载
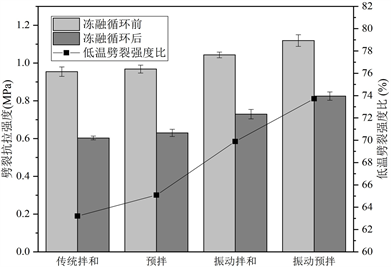
Figure 8. Low-temperature splitting strength of EACRM before and after freeze-thaw cycles
图8. 冻融循环前后混合料的低温劈裂强度
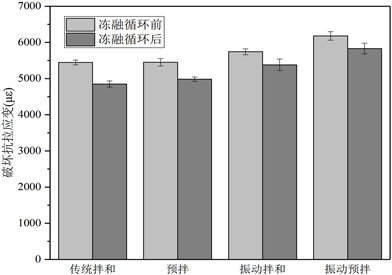
Figure 9. Failure tensile strain of EACRM before and after freeze-thaw cycles
图9. 冻融循环前后混合料的破坏抗拉应变
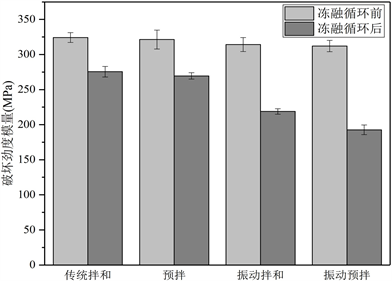
Figure 10. Failure stiffness modulus of EACRM before and after freeze-thaw cycles
图10. 冻融循环前后混合料的破坏劲度模量
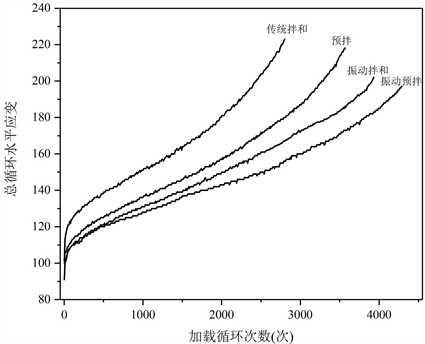
周期重复时间为400 ms。实验的停止条件包括最大循环次数达到40,000次,最大轴向位移达到10 mm,最大水平方向变形达到5 mm,循环水平应变达2 mm。疲劳寿命次数越大,代表混合料的抗疲劳性能越好。根据图11和图12的实验结果可以得出,经历冻融循环作用前,采用预拌及振动拌和制备工艺后,混合料的疲劳寿命次数均得到了提升,两者被同时应用时提升效果更佳。这是由于乳化沥青在集料表面均匀程度及混合料微观均匀性得到了提高,进而提升了胶浆的界面粘结系数和冷再生混合料的界面粘结性能,最终起到增强冷再生混合料抗疲劳开裂性能的作用。在经历冻融循环后,冷再生混合料的疲劳寿命次数明显变小,不同制备工艺下混合料的疲劳寿命次数降低幅度大概为75%,这体现出冻融循环对混合料的疲劳性能影响较大,但振动预拌冷再生混合料的疲劳寿命次数依然是最大的。由冷再生混合料的应变–疲劳循环曲线可以看出,随着加载次数的增加,普通拌和制备工艺冷再生混合料的应变增加速度明显快于其余制备工艺的混合料。而且,振动预拌冷再生混合料的应变增加速度最小,这说明无论是否经历冻融循环作用,振动预拌冷再生混合料更不容易产生疲劳损伤。
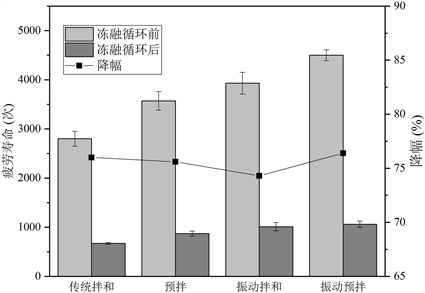
Figure 11. Fatigue life times of EACRM before and after freeze-thaw cycles
图11. 冻融循环前后混合料的疲劳寿命次数
 (a)
(a)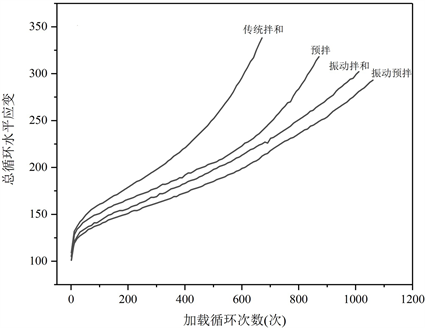 (b)
(b)
Figure 12. Mixture strain-fatigue life curves: (a) before freeze-thaw cycle; (b) after freeze-thaw cycle
图12. 混合料应变–疲劳寿命曲线:(a)冻融循环前;(b)冻融循环后
5. 结论
本文通过将预拌与振动拌和工艺应用于乳化沥青冷再生混合料的制备过程中,主要研究了这两种工艺对冷再生混合料的外观特征、体积特性及冻融循环前后路用性能的影响,得出了以下几点结论:
1) 振动预拌工艺会明显增大混合料筛孔小于13.2 mm的质量通过率,特别是4.75 mm和9.5 mm这两个筛孔。
2) 振动预拌工艺可以降低冷再生混合料的空隙率,并提高了其高低温性能及抗疲劳性能。
3) 振动预拌工艺可以降低乳化沥青冷再生混合料冻融循环后的空隙率增加幅度,提高马歇尔残留稳定度及低温劈裂强度比。
4) 采用预拌与振动拌和工艺都可以提升乳化沥青冷再生混合料的使用性能及抗冻融损伤性能,且后者的提升效果更为明显。
基金项目
湖南省自然科学基金资助项目(2022JJ30155);湖南省科技计划项目(2018TP2038)。
NOTES
*通讯作者。