1. 引言
我国自20世纪80年代起开始生产和使用除草剂,是除草剂生产和使用大国,在20世纪80年代以后则进入了一个高速发展期 [1] [2],效益农业与精耕农业的快速发展都离不开这一时期除草剂的大面积推广使用 [3],但除草剂行业的蓬勃发展在带来高经济增长的同时也带来了污染效应——农药生产废母液,并扩展到整个生态系统 [4] [5]。除草剂在生产过程中具有反应步骤多、历程长等特点 [6] [7],由于除草剂品种较多,各个除草剂生产企业所用的原材料与合成工艺不同,这就导致在生产过程中产生的废母液水质有较大区别。同时,废母液又有一个共同特点:除原料外还含有大量有毒难降解的中间产物及副产物,成分复杂、可生化性差,导致处理难度大 [8] [9]。
对于此类废母液传统的处置方法一般有物化法、氧化法和生化法。常用的物化方法有萃取法、吸附法和混凝法等;氧化法有芬顿氧化法、臭氧氧化法和电化学氧化法等;生化法有好氧生物处理法和厌氧生物处理法 [10]。
物化法主要是通过物理化学方法,回收废母液中的有用成分,或者将废液中的难生物降解物去除,降低生化处理负荷,提高废液的可生化性,进而提升废液的处理效率 [11] [12],但适用范围窄、处置成本高,使其在实际应用中很难得到广泛推广 [13]。氧化法主要是通过破坏生产废液中难降解有机物质的环状分子或长链条分子的分子结构,从而使大分子物质变成小分子物质,提高了废液的可生化性 [14] [15],但氧化剂耗量大、处置成本高,推广受限 [16]。生化法主要是利用微生物的代谢作用,去除废液中呈胶体和溶解状态的有机污染物 [17],但操作管理复杂、进水条件要求较高等缺点,使其难以得到广泛适用 [18]。
本文基于除草剂废母液的特点,考虑到单纯用传统处理手段难以使废液处理后达标排放,因此在自行设计的小型多级预处理装置中,考察在多级反应条件下对废液进行预处理,探究适用于除草剂废母液预处理的组合工艺。
2. 实验部分
2.1. 除草剂废母液水质指标
某农药厂产生的除草剂废母液水质指标如下表1所示。

Table 1. Water quality index of herbicide distilling waste liquor
表1. 除草剂废母液水质指标
2.2. 实验装置与工艺流程
本实验采用自行设计的一套小型多级预处理实验装置,如图1所示,实验装置包括四部分,分别为酸化装置、氧化反应装置、絮凝沉淀装置以及固液分离装置,除草剂废母液由酸化装置进入反应系统内部进行预处理,预处理后的废液进入污水处理系统,沉淀经收集后交由具有资质企业处理。此装置中反应主要在酸化装置和氧化反应装置中进行,由酸化装置加药器添加酸液时需控制添加量,保证充分反应;在氧化反应装置中的反应需注意加药顺序,并搅拌均匀,保证充分反应。
 1、除草剂废母液储液罐;2、酸化装置加药器;3、氧化装置加药器;4、絮凝装置加药器;5、酸化装置;6、氧化装置;7、絮凝装置;8、固液分离装置。
1、除草剂废母液储液罐;2、酸化装置加药器;3、氧化装置加药器;4、絮凝装置加药器;5、酸化装置;6、氧化装置;7、絮凝装置;8、固液分离装置。
Figure 1. Miniature multistage preconditioning experimental setup
图1. 小型多级预处理实验装置
2.3. 实验仪器
实验过程中用到的主要设备和仪器如表2所示。
Table 2. The main instrument of the experiment
表2. 实验的主要实验仪器
2.4. 主要实验试剂
实验过程中用到的主要实验试剂如表3所示。
Table 3. The main reagent of the experiment
表3. 实验的主要实验试剂
2.5. 实验步骤
将除草剂废母液泵入酸化装置中,添加硫酸溶液调节体系pH至酸性,混合完全后将上层浮渣通过刮板清除,下层废液泵入氧化装置内;控制废液流量,同步添加高锰酸钾溶液并搅拌,待充分反应后继续添加硫酸亚铁及双氧水形成芬顿体系,此步骤中需严格保证加药顺序,确保此时废液中的有机物被完全降解;反应一段时间后将废液打入絮凝沉淀装置中,添加氢氧化钙和氢氧化钠调节溶液体系pH至碱性,再添加聚合硫酸铁絮凝沉淀,反应体系静置后进行固液分离,滤液经蒸发脱盐后进行生化处理,滤渣交由有危险废物资质企业处理。具体工艺流程见图2。

Figure 2. Flow chart of herbicide waste mother liquor treatment process
图2. 除草剂废母液处理工艺流程图
3. 结果与讨论
3.1. 体系pH值的选择
控制反应温度为40℃,打开电动调速搅拌器,将1000 mL除草剂生产废液加入酸化装置中,再缓慢向其中滴加硫酸溶液,调节体系pH值分别为5.0,4.0,3.0,2.0,1.0,随着反应的进行,观察到在不同pH值条件下废液中生成的浮渣量不同,将浮渣取出后烘干称重,结果如表4所示。
从表中可以看出:随着体系pH值的不断降低,废液中产生的浮渣逐渐增多,当体系pH值 ≤ 2.0时,浮渣量的变换趋于平缓,故选择体系酸化的pH值在2.0左右。
3.2. 氧化剂的选择
分别取200 mL上述pH值在2.0左右酸化后的滤液,置于编号1、2、3的三个500 mL的烧杯中,1号烧杯中加入高锰酸钾,2号烧杯中加入七水合硫酸亚铁 + 30%双氧水,3号烧杯中先加入高锰酸钾,反应一段时间后加入七水合硫酸亚铁 + 30%双氧水。将三个烧杯同时放在磁力恒温搅拌器上,搅拌反应120 min后,滤液调节pH至8.0~9.0,静置后过滤,检测滤液中COD含量,结果如表5所示。
从表中可以看出:采用高锰酸钾 + 芬顿氧化的混合效果处理效果最佳,最终预处理后的COD可降至9700 mg/L,COD降解率高达92%,因此氧化剂选择高锰酸钾加芬顿氧化的两级氧化方案。
3.3. 反应时间对COD去除率的影响
分别取200 mL上述pH值在2.0左右酸化后的滤液,置于编号1、2、3、4、5的五个500 mL的烧杯中,烧杯中先加入高锰酸钾反应一段时间后再加入七水合硫酸亚铁 + 30%双氧水,并将五个烧杯同时放在数显电动调速搅拌器上,设定搅拌时间分别为30 min、60 min、90 min、120 min和150 min,反应结束后调节pH至8.0~9.0,静置后过滤,检测滤液中COD含量,结果如表6所示。
Table 6. Influence of reaction time on COD removal rate
表6. 反应时间对COD去除率的影响
根据表6中的数据做图,可以直观地看出反应时间对COD去除率的影响,如图3所示。
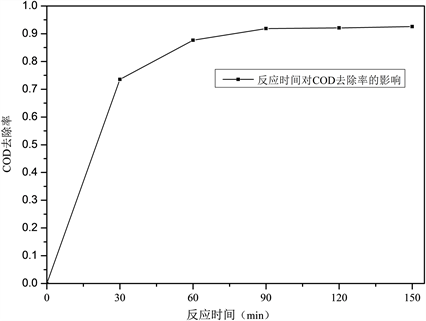
Figure 3. Influence of reaction time on COD removal rate
图3. 反应时间对COD去除率的影响
从图中可以看出:随着反应时间增加,氧化装置中的氧化剂对COD的去除率逐渐升高,当体系反应时间 ≥ 90 min以后,COD去除率基本趋于稳定,因此氧化装置中反应时间控制在90 min最为合适。
3.4. 优化条件下的除草剂生产废液预处理效果
根据上述实验数据分析,拟定在酸化装置中用硫酸调节pH值至2.0,酸化后的废液在氧化装置中进行先高锰酸钾氧化再硫酸亚铁 + 双氧水氧化的两级催化氧化,絮凝装置中使用氢氧化钙调节溶液pH值至8.0左右,再添加聚合硫酸铁絮凝沉淀,最后的混合液通过固液分离装置对固液分离,测试出水水质,结果如表7所示。
Table 7. Comparison of water quality before and after pretreatment
表7. 预处理前后水质对比
从表中可以看出:在此条件下对除草剂生产废液进行预处理后,COD综合降解率高达96%,压滤出水再通过蒸发脱盐处理便可直接进入生化系统,进而可实现除草剂生产废液的无害化处置。
4. 结论
1) 本实验在小型多级预处理装置中,考察了不同条件对除草剂生产废液预处理的影响,经实验发现:酸化装置中调节系统pH值为2.0,氧化装置中选择高锰酸钾 + 芬顿反应的两级催化氧化,搅拌反应90 min后经絮凝压滤,出水水质中COD综合去除效率达到96%,为后续生化处理提供了便利条件,最终实现了该废液的高效处理。
2) 本实验提供了一种多级氧化方法,首先由高锰酸钾氧化反应生成二氧化锰,再通过二氧化锰对芬顿反应的催化作用,使多级氧化反应更加充分同时反应更加迅速,最终实现了高效快速地处置结果。
3) 除草剂行业产生的生产废液均具有可生化性差、成分复杂等特点,因此本研究中运用到预处理方法以及预处理装置具有很好的实用意义和应用前景。