1. 引言
随着工业4.0时代的到来,C2B的商业模式逐渐兴起,工业生产方式逐渐向多样性、灵活性以及定制化方向进行发展,企业的订单类型逐渐以小订单多批次为主,从而导致所需的生产设备种类以及人力需求量加大。因此,企业在生产过程中需要考虑更多的因素,比如多资源的共享、设备的调整时间等相关因素。此外,在传统生产过程中,设备的生产效率低下,对快速变化的市场需求适应力较差,生产柔性水平较低。随着生产技术的不断提高以及行业定制化的发展趋势,共享柔性资源在生产过程中逐渐被重视,有助于企业提高生产效率,降低管理风险。资源的柔性可以体现在生产资源、加工路线、生产方案等方面的可替换性以及多样性 [1]。在柔性的生产资源中生产线、生产设备以及人力资源尤为重要,人力资源分配已经成为决定生产成本、工期、质量等生产系统指标的关键因素之一 [2],每个生产周期内人力资源是否均衡将会影响生产的稳定性及可靠性。此外,由于共享产线是已知的固定资源,若重新投资开设生产线将会影响生产效率造成一定的浪费,且不同的生产设备需要通过特定的产线进行加工,因此,在同一时间内对生产设备的启用是否合理将会影响生产资源的利用率以及生产效率。综上所述,生产管理者在进行生产决策的时候,还需要考虑人力资源的均衡约束以及共享产线约束。
并行机器调度问题(PMSP)是为了优化多台机器之间的资源分配和作业顺序,它是实际生产过程中最典型的一种调度问题 [3],在工程科学的各个领域都得到了广泛的考虑。根据并行机器是否具有同一性,并行机器调度问题可以分为不相关并行机器和同型并行机器。本文将对不相关并行机器的调度问题进行研究。
2. 文献综述
近年来,由于调度在车间和生产环境中的越来越重要且并行机器调度问题在现实世界中的普遍存在于制造业、半导体业等行业中,因此PMSP受到了广泛研究人员的关注。Bitar [4] 等研究了具有辅助资源、序列相关和顺序相关准备时间的不相关并行机的调度问题,并提出了整数线性规划模型进行求解。Bektur和Saraç [5] 以总加权厌恶最小化为目标,研究了具有顺序相关准备时间以及机器合格性约束的不相关并行机调度问题,并将改进的ATCS调度规则与TS和SA算法结合进行求解。雷德明和杨海 [6] 针对具有预防性维修(PM)和顺序相关准备时间(SDST)的不相关并行机调度问题,提出了一种多群体人工蜂群算法(MABC)以同时最小化完工时间和总延迟时间。齐玉欣 [7] 等以最小化最大完工时间以及能源消耗为优化目标,并提出一种改进的遗传算法进行求解。王东军 [8] 等研究了一类具有工件释放时间机器可用时间和机器适用限制等约束的并行同速机调度问题,并提出了基于优先规则的调度算法。Vallada和Villa [9] 等以最小化最大完工时间为目标,研究了考虑一个辅助附加资源的不相关并行机问题,并提出了三种改进的搜索算法对该问题进行求解。张寒等 [10] 同时以最小化最大完工时间以及总加权拖期目标,建立了带恶化和学习效应的不相关并行机调度模型,并对模拟退火算法进行改进从而得到该问题更好的近似解。Fanjul-Peyro [11] 对具有设置和资源约束的不相关并行机问题进行研究,建立了混合整数线性规划模型,并利用三阶段算法对该问题进行求解。Lei和Yuan [12] 等以最小化最大完工时间和总延误为目标,利用改进后的人工蜂群对分布式不相关并行机问题进行求解。
上述文献所研究的并行机器调度问题目标通常为单一的目标约束,比如最小化最大加工完成时间、最小化总加工完成时间以及当存在任务输送约束时,通常还使任务的总延迟最小化。这些研究大多运用了遗传算法、蜂群算法等进化类智能启发式算法进行问题求解。然而在复杂的优化问题中,单一智能算法存在一定的局限性使得求出的解不够好。比如启发式算法在解决问题时往往根据某些规则,从而导致无法比较其求出的近似解与最优解的近似程度,可以结合遗传算法、禁忌搜索算法、模拟退火算法进行改进。基于个体启发的禁忌搜索算法在求解过程中容易受到其禁忌长度以及特赦规则的影响,从而导致其容易陷入局部最优。因此,国内外许多学者开始将多个智能启发式算法进行结合改进来弥补算法间的不足。
受上述启发,本文以设备最大完工时间以及切换时间最短为多优化目标,建立了共享柔性资源下并行多机作业调度问题模型,运用基于禁忌搜索的超启发式智能优化算法进行求解,通过实例验证该算法的有效性并制定出与企业实际生产情况更加贴近、具有实际应用价值的并行多机作业调度方案。
3. 问题描述及模型建立
3.1. 问题描述
本文所研究的并行多机调度问题可描述为有n个独立的任务,每一个任务可以在m个不同质的设备上任意选择一个进行加工作业。在整个加工过程中,每个任务只有一道加工工序,任务i在设备k上的加工时间
,
为生产周期t中每个任务i在设备k上所需要的人力资源,每个生产周期内的人力资源需要均衡分配。此外,在生产过程中,不同设备需要通过指定的产线进行加工,而共享产线m允许多个同类型的加工机器同时进行加工,但对不同类型加工机器需要进行限制来确保任务的生产质量。因此,该问题的调度优化决策包括了两个部分,一是任务如何分配给不同的并行机进行加工,二是根据人力资源以及共享产线约束对分配到不同并行机的任务的加工顺序进行优化,以求最小化最大完工时间以及切换时间。
并行多机调度问题具有以下的任务和机器约束:
1) 每个任务只需加工一次;
2) 每个设备同一时间只能进行一个任务的加工;
3) 每个任务可以任意选择某个设备进行加工作业;
4) 每个任务在不同的机器上的加工时间是已知的;
5) 每个设备的切换时间不依赖于加工顺序。
本文以设备完工总时长以及切换时间最短为优化目标建立数学模型。
3.2. 变量定义
根据以上的目标以及假设,定义了如下变量(表1)。
3.3. 模型建立
基于以上的问题描述,本文建立了以下的不相关并行多机作业调度模型,以设备最大完工时间最小化以及切换时间最短为多优化目标。
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
(10)
(11)
(12)
(13)
(14)
(15)
(16)
(17)
其中:表达式(1)、(2)为本文两个调度优化的目标:最小化最大完工时间、最小化切换时间;表达式(3)~(7)表示每个任务都有唯一的紧前和紧后任务并完成加工,且每个加工设备最多只有一个任务作为首要任务和尾部任务;表达式(10)、(11)表示生产任务最早开始时间和最晚结束时间的限制;表达式(12)、(13)表示完工时间的定义及约束。
表达式(8)~(9)、表达式(14)~(17)为本文的特殊约束。其中:表达式(8)表示每个加工任务的结束时间需要大于前置加工任务的开始时间以及本任务的加工时长;表达式(9)表示每个加工任务的开始时间需要大于等于前置任务的结束时间与切换时间之和;表达式(14)、(15)表示所有生产阶段内的最大人力资源数以及最少人力资源数;表达式(16)表示控制所有生产阶段内人力资源的最大值与最小值的差值来达到人力资源均衡的目标;表达式(17)表示共享产线有限问题,共享产线只能同时通过一定数量的不同类型加工设备。
4. 基于禁忌搜索算法的超启发式算法设计
不相关并行机器调度问题(Unrelated parallel machine scheduling problem, UPMSP)是一个已被证实的NP-hard问题 [9],目前大多数都采用传统的启发式算法或者最优化算法进行求解,其中最优化算法往往需要耗费大量的时间进行求解,当求解问题规模加大时则无法进行求解。在几个常规的启发式算法中:遗传算法效率较低且容易陷入局部最优解,而禁忌搜索算法可以通过标记已经得到的局部最优解,在再次搜索的过程中避开这些带有标记的解从而可以大概率避免陷入局部,直至找到全局最优解。此外,最近提出的超启发式算法具有较好的寻优能力,该算法主要由高层次启发式策略(High-levelheuristic, HLH)以及低层次启发方法(Low-levelheuristic, LLH)构成,由HLH对LLH进行一系列的操作管理,通过自动选择、组合或生成几个简单的低级启发式方法来处理复杂的NP-hard问题。
因此,本文设计了一种有效的基于禁忌搜索算法的超启发式算法来实现共享柔性资源约束下的并行多机作业调度问题的优化。本文采用禁忌搜索算法作为超启发式算法的高层次启发式策略,并构造7种简单的启发式规则来组成低层次启发式方法池。该算法在超启发式算法的框架下,将禁忌搜索算法的记忆能力强的特点与LLH的灵活性强进行结合,根据实际情况对算法进行调整并以较快的速度对NP-hard问题进行求解。
4.1. 低层次启发式方法
低层次启发式方法是超启发式算法的重要组成部分,过于复杂的LLH规则将会提高超启发式算法的复杂度从而影响算法的整体运行效率。因此,本文采用7种简单的启发式规则来构成低层次启发式方法池,使得算法能够以较快的速度以及丰富的策略寻找最优解。现有加工任务编码为
,加工设备的编码为
,本文的LLH方法池构造如下:
随机交换任务(LLH1):随机选择两个加工任务
和
,将这两个任务进行交换。
随机交换组任务(LLH2):随机选择两个加工任务组
和
,将这两组加工任务进行交换。
随机交换加工设备(LLH3):随机选择两个加工设备
和
,将这两个加工设备上的所有加工任务按照固定的加工顺序进行交换,交换以后加工设备
的加工任务顺序为
,加工设备
的加工任务顺序为
。
随机切换任务至不同设备(LLH4):随机选择一台加工设备
上的任一加工任务
,将该任务
转移到另外一台加工设备
的加工任务
的尾链后,因此加工设备
的加工任务变成
。
随机交换任务并同时交换加工设备(LLH5):随机选择加工设备
上的任一加工任务
和加工设备
上的任一加工任务组
,将这两个加工任务进行交换。
随机交换组任务并同时交换加工设备(LLH6):随机选择加工设备
上的任一加工组
和加工设备
上的任一加工任务组
,将这两组加工任务进行交换加工。
随机改变任务尾链并改变加工设备(LLH7):随机选择加工设备
上加工任务的尾链
并转移到加工设备
的加工任务
的尾链后,因此加工设备
的加工任务变成
。
根据以上的LLH方法池,可以发现LLH1和LLH2只对加工任务的加工顺序进行改变,LLH3只对加工设备进行改变,LLH4-7则是对加工任务和加工设备同时进行一定的改变,对不同的主体设置了不同的LLH规则,保证了方法池的多样性以及灵活性,有利于超启发式算法的寻优能力。
4.2. 高层次启发式策略
文选用禁忌搜索算法(TS)作为超启发式算法的高层次启发式策略,禁忌搜索算法是一种基于个体的元启发式算法,它可以通过标记已经得到的局部最优解,在再次搜索的过程中避开这些带有标记的解从而可以在大概率的情况下避免陷入局部,直至找到全局最优解。
禁忌搜索算法主要由初始解、领域生成方法、解的评价函数、禁忌表、特赦准则和终止条件组成。
1) 获得初始解,初始解对禁忌搜索算法的工作效率有很大的影响,本文采用贪婪算法构造初始解。其过程为:a) 选择加工时间最长的任务并随机选择加工机器进行加工;b) 选择加工时间次长的任务并选择完工时间最短的设备进行加工;c) 不断重复步骤直至所有任务都完成。
2) 邻域生成方法,即适用于当前解的一组可能移动,在当前解的基础上按照特定的移动策略产生一定数量的新的解。通过邻域方法产生的解成为邻域解,由此产生的新解的数目则称为邻域解的规模。本文主要采用随机交换的邻域生成方法,对任意两个元素进行交换因此可产生
个邻域解,从这些邻域解中选择质量最好的解进行禁忌判断以及是否优于之前最好解的结果,通过则成为下一次迭代的解。
3) 解的评价函数,通过解的评价函数来判断解的优劣性,从而决定是否需要进行替换。本文采用目标函数作为解的评价函数即设备的最大完工时间以及最短切换时间加权之和,因此解的评价值越小时,解就越好。然而,两个目标的单位存在一定差别,需要对最大完工时间以及最大切换时间进行无量纲化处理,其中
为已知最大完工时间解的平均值,令
,
为已知切换时间解的平均值。因此,解的评价函数如下所示:
4) 禁忌表,禁忌表用来存放禁忌对象的容器,放入禁忌表以后的对象则不进行搜索,禁忌表的长度是每个禁忌对象在禁忌表中的生存时间。本文采用FIFO的方式对禁忌对象进行替换,禁忌表的长度L为0.2*数据规模,当禁忌表满时,有新的禁忌对象进入时则释放最先进入的解。
5) 特赦准则和终止条件,特赦准则保证了搜索过程中存在当前最优解被禁时,能够释放特定解,从而实现全局最优。
4.3. 基于禁忌搜索的超启发式算法模型
在基于禁忌搜索的超启发式算法中,禁忌搜索算法是作为高层次启发式策略对低层次启发式方法池进行管理和操纵,禁忌搜索算法的搜索空间为LLH方法池中所有的组合。将LLH的方法池与得出的解进行组合,从而达到更新解的目的并找到更好质量的解。因此基于禁忌搜索的超启发式算法的设计流程图如图1所示。
该算法的其具体流程描述如下:
1) 在基于禁忌搜索超启发式算法中,采用贪婪算法构造初始解,选择加工时间最长的任务并随机选择加工机器进行加工,选择加工时间次长的任务并选择完工时间最短的设备进行加工。运用随机交换的方式产生当前解的领域解,并选择最佳解。
2) 判断选中的最佳解是否为禁忌对象,若是则继续判断是否满足特赦准则,若满足则根据评价函数进行判断,解的评价值越小说明解的质量越好。当进入解的评价值优于当前解的评价值,则更新当前解。
3) 根据低层次启发式方法池中的方法顺序,对解进行重组构造,并计算个体的适应度函数值,选择个体函数值最大的进入下一个环节。
5. 数值试验
为了验证基于禁忌搜索算法的超启发式算法的有效性以及分析共享柔性资源对并行多机调度的影响,本文主要对共享柔性资源中的人力资源以及产线容量进行相关分析,分析过程如下:
1) 利用本文设计的超启发式算法对不同的案例进行求解,并与求解器gurobi得出的结果进行对比分析。
2) 考虑人力资源均衡约束下并行多机调度求解结果,计算不同的
差值下不同案例的最大完工时间以及切换时间,并进行对比分析。
3) 考虑产线容量约束下并行多机调度求解结果,计算不同产线容量下不同案例的最大完工时间以及切换时间,并进行对比。
本文以某个冷饮加工工厂为例,利用基于禁忌搜索算法的超启发式算法求解分析,算法终止条件为当前算法迭代次数超过1000次时。该加工工厂主要的生产工艺为混料、冷凝以及罐装,而罐装主要分为普通包装线和蛋筒线,其实际需求为减少总切换时间,降低最大完工时间从而提高资源的利用率以及应对风险的能力。
根据工厂生产的实际情况,本文设置了待加工任务在不同可用生产设备上的生产速度以及每个加工任务所需的人力资源,不同加工任务之间的切换时间以及加工任务间的优先级类别及顺序。每个任务的需求量以及在不同设备上所需要的加工速度将在附录里面进行展示。
基于以上的任务数据资料,本文利用基于禁忌搜索算法的超启发式算法,运用java开发算法对多机并行作业调度问题进行求解分析。
5.1. 算法有效性验证
本文利用基于禁忌搜索算法的超启发式算法,选取某个冷饮加工工厂的实际生产案例进行验证。本文选用了4种加工设备种类数目(4/6/8/12)、3种加工任务数(20/30/40),以最小化最大完工时间以及切换时间为目标,并对每一个案例测试10遍选取目标的平均值,并将其与求解器Gurobi、NSGA-II算法得出的结果进行对比,从而来验证算法的有效性和模型的实用性,其对比结果如下表2所示。
本文采用基于禁忌搜索算法的超启发式算法所得的结果与Gurobi得出的精确解进行对比分析。从上表可以发现基于禁忌搜索算法的超启发式算法的求解结果与精确算法的求解结果比较相近,最大完工时间的总体误差在4%以内,平均误差为2.16%,总切换时间的误差为0%。此外,本文算法在运行过程中求解速度较快,能够保证解的质量情况下提高求解速度。为了进一步验证算法的有效性,将本文算法与NSGA-II算法进行比较,通过上表可以发现本文求解的算法所得到的最大完工时间均优于NSGA-II算法求得得结果,从而验证了本文算法的有效性。
5.2. 人力资源平衡对多机并行作业调度的影响
在实际的生产情况中,不同的加工任务所需的人力也不相同,从而导致不同生产周期内人力资源较大的波动,使得生产人员的稳定性较差。因此,对不同生产周期内的人力资源波动进行合理控制可以帮助企业有效地降低人力生产成本,从而提高企业的核心竞争力。在多机并行作业调度中,控制每个周期人力资源平衡都非常重要,因此本文对同个生产周期内对不同的人力波动差值
进行枚举分析,分析不同人力波动下各个案例的最大完工时间以及切换时间,并进行对比,其结果如下表3所示。

Table 3. Comparison of results under different human resource fluctuations
表3. 不同人力资源波动下结果对比表
不同人力资源差值下的最大完工时间的变化如下图2所示。
通过上述图表,可以发现在相同的加工任务数量以及加工设备数量水平下,多机并行作业调度的最大完工时间随着生产周期内人力资源波动的加大而缩短,并且减少的幅度随着人力资源波动的增大而减小。当所有生产周期内人力资源波动的差值足够大时,调度的最大完工时间将达到稳定的水平即不会影响调度的安排,所有的任务会同时在最早的时间进行加工作业,因此整个系统的最大完工时间将缩短。
此外,本文对不同人力波动情况之间的增速进行比较,对比结果如表4所示。
通过该表可以发现,随着加工设备数量以及人力资源波动程度的增加,同等数量下的加工任务完工时间减少的幅度也随之增加。这是由于当只有人力资源波动增加时,而设备数量存在限制,尽管每台设备都以最大的产能进行加工,但最大完工时间减少的速度也会减慢。由于一些任务无法满足当前的人力资源约束,需要将调整加工顺序,从而导致整体切换时间的增加。此外,当加工设备具有的生产能力没有达到本身的阈值时,其用来加工的产能随着产线的增长而增长。

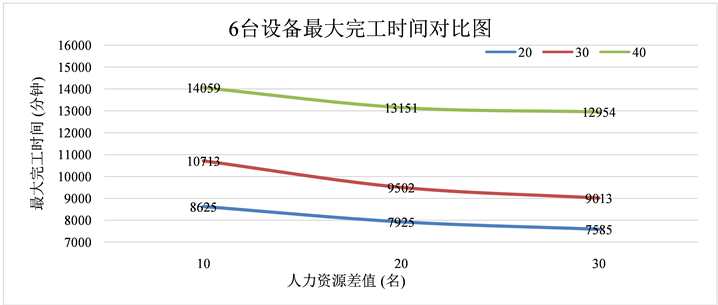
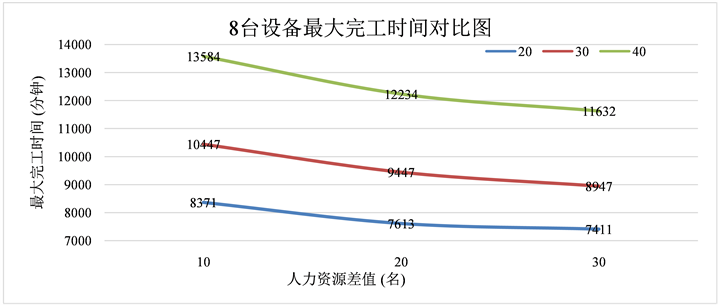
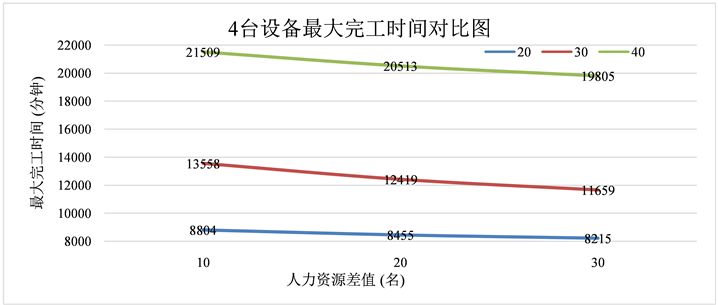
Figure 2. Comparison of the maximum completion time of different equipment numbers in three cases
图2. 三种情况下不同设备数最大完工时间对比图
Table 4. Comparison of maximum completion time growth rate under different manpower difference
表4. 不同人力差值下的最大完工时间增速对比表
5.3. 共享产线容量对多机并行作业调度的影响
在实际生产情况中,很多企业存在一定的生产设备约束,部分生产设备只能通过指定的生产线后才能进行生产,而为了控制生产质量,需要控制同一时间内通过产线加工设备种类。因此,共享产线容量的大小将会影响企业的生产效率以及生产成本。在多机并行作业调度中,产线容量的限制不容忽略,因此本文对不同的产线容量进行分析,分析不同容量约束下各个案例的最大完工时间以及切换时间,并进行对比,其结果如下表5所示。
不同产线容量下的最大完工时间的变化如下图3所示。
通过上述图表,我们可以发现在相同的加工任务数量以及加工设备种类数目水平下,多机并行作业调度的最大完工时间随着产线容量的加大而缩短,并且减少的幅度随着产线容量的增大而减小。当产线容量足够大时,调度的最大完工时间将达到稳定的水平即不会影响调度的安排。在相同的加工任务数量下,为了减少最大完工时间,一些任务将被安排在可生产且不同产线的其他生产设备上进行生产,因此随着加工设备种类的增多,调度的最大完工时间也会随之减少。此外,我们可以发现,在相同的加工设备种类情况下,调度的切换时间是相同,但随着加工设备种类的增加而不断减少,这是因为一些加工任务被安排到其他设备上进行加工而减少了同一台设备上的切换时间。
Table 5. Comparison of results under different shared production line capacity
表5. 不同共享产线容量下结果对比表
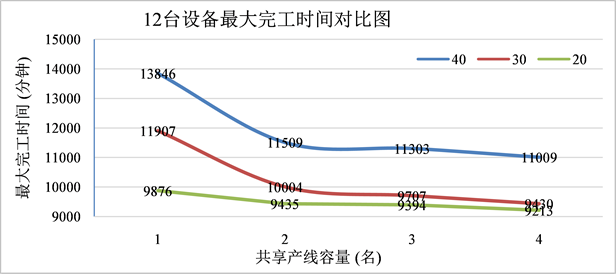
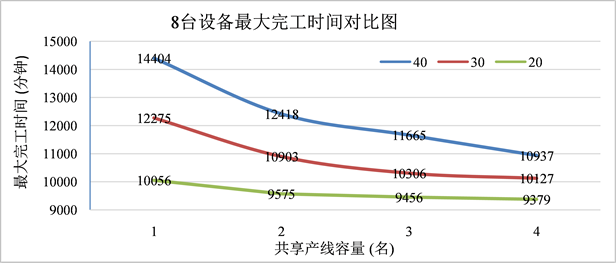
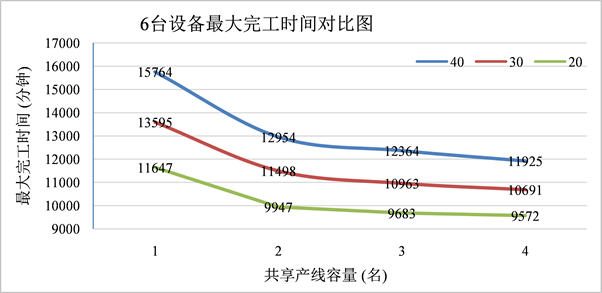

Figure 3. Comparison of the maximum completion time of different equipment numbers in four cases
图3. 四种情况下不同设备数最大完工时间对比图
6. 总结
本文对共享柔性资源约束下的并行多机作业排产调度问题进行研究,以最小化最大完工时间以及切换时间最短为多目标,建立了更加符合实际生产情况的并行多机作业调度问题模型,从而制定出与企业实际生产情况更加贴近、具有实际应用价值的调度方案。
与之前的研究相比,本文主要的贡献有以下几点:1) 根据并行多机调度问题的复杂性以及需要对多目标进行优化,本文设计了基于禁忌搜索的超启发式算法对该NP-hard问题进行优化求解,其中将禁忌搜索算法作为高层次启发式策略,设计了7种低层次启发式方法。2) 结合某工厂的实际生产数据对模型及方法进行验证,并将结果与gurobi精确方法、NSGA-II算法进行对比,从而验证模型的正确性以及算法的有效性和高运行效率。3) 在调度问题中引入了共享柔性资源这一约束,并在不同人力资源以及共享产线容量的情况下,对整个调度系统进行对比分析,从而使得模型更加符合生产中的实际情况,所制定的并行多机调度方案更具有科学性。