1. 引言
细支烟在烟草市场中脱颖而出的原因很多,其中一个就是这些年行业提出的降焦减害,与常规卷烟相比,细支烟烟气柔和、细腻,刺激性小;同时细支烟产品,焦油含量更低,产品“低焦化”趋势更加明显,俨然成为低焦油产品的代表。由于细支烟烟支本身圆周较小呈细长状,与传统84 mm卷烟相比,细支烟烟支略显“脆弱”容易触皱,所以对于内衬纸的包裹完好度提出了更高要求,设备在实际运行过程中,时常发生内衬纸输送不到位或内衬纸歪斜,造成内衬纸与烟支组包裹不良,进而影响到烟支质量,甚至会引发设备停机,需较长时间排故。
2. 问题分析
在设备运行过程中,内衬纸带经过切刀组件被裁切成单张,然后由内衬纸负压吸风组件输送至加速轮处,随后加速分离并输送至定位器,等待与烟支组汇合,进行内衬纸的折叠。
内衬纸的输送是依靠负压吸风,将内衬吸附于负压吸风带上后,再由负压吸风带的工作面向下运动,完成内衬纸的向下输送。因此,内衬吸风带的运动和内衬负压吸风带吸附能力,直接决定了内衬在负压吸风带组件处输送能否满足要求。
根据内衬纸负压吸风带组件的结构特点和工作原理,发现负压吸风带处的故障大多数是因为负压吸风带的吸附力不足引起,因负压吸风带运动本身导致的故障反之占比较少。
3. 方案设计
3.1. 设计思路
内衬吸风带组件吸风带处的吸风,是从设备引入的负压吸风,经内衬吸风带组件的吸风带(如图1所示)、打孔挡板(如图2所示)、吸风室(如图3所示)、后作用于吸风带孔,从而完成对内衬纸的吸附。因此,吸风带孔有效作用面积和负压吸风带孔处的有效负压吸风大小,这两个因素共同决定了内衬纸实际吸附力的大小。
所以在设计改进方案时,核心思路就是通过增加负压吸风量的方式对抗负压吸风带工作过程中的风损,提高内衬纸输送过程中的有效吸风系数 [1]。为了实现这一目标,项目组决定从增加内衬纸负压吸风组件吸风室挡板打孔数量和增大内衬纸负压吸风组件吸风室体积这两方面着手。

Figure 1. Physical drawing of negative pressure suction belt for lining paper
图1. 内衬纸负压吸风带实物图

Figure 2. Physical drawing of suction chamber of negative pressure suction module with lining paper
图2. 内衬纸负压吸风组件吸风室实物图
Figure 3. Suction chamber for negative pressure suction module with lining paper
图3. 内衬纸负压吸风组件吸风室实物图
3.1.1. 增加内衬纸负压吸风组件吸风室挡板打孔数量
内衬纸输送的负压吸风基本是有主进负压吸风吸气处直接引入,就理论上来说,增大内衬纸负压吸风组件吸风室挡板的打孔数量,相应的也就增加了负压吸风的作用面积,内衬纸负压吸风组件吸风室挡板处的吸附力增加,进而作用到负压吸风带上的有效负压吸风度随之增大 [2]。因此,增加内衬纸负压吸风组件吸风室挡板孔数量可行。
设备当前内衬纸负压吸风组件吸风室挡板上孔数为4个,为确定最终增加的打孔数量,技术人员利用ANSYS进行了有限元法分析,对内衬纸负压吸风组件吸风室挡板原始4孔(如图4所示)条件下,及内衬纸负压吸风组件吸风室挡板设计计算的5孔(如图5所示),6孔(如图6所示)数量下的吸附力进行了模拟,结果入下图所示。
为了保证吸风负压槽的密封性,负压槽开孔应与边缘保持一定距离。

Figure 4. Adsorption simulation diagram under original 4-hole condition
图4. 原始4孔条件下吸附力模拟图
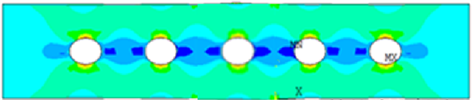
Figure 5. Adsorption simulation diagram under hole 5 conditions
图5. 5孔条件下吸附力模拟图

Figure 6. Adsorption simulation diagram under 6-hole condition
图6. 6孔条件下吸附力模拟图
模拟实验结论:内衬纸负压吸风组件吸风室挡板孔数量在4个和5个时,负压吸风有断层现象。当内衬纸负压吸风组件吸风室挡板孔数量增加到6个后,负压吸风分布对导板槽长度方向上的应力分布更加均匀,且负压吸风无断层现象,可保证内衬纸负压吸风组件提供更稳定的负压吸风,内衬纸负压吸风组件吸风室挡板孔数量为6个时明显优于5个。最终决定将内衬纸负压吸风组件吸风室挡板孔数量增加到6个。
3.1.2. 增大内衬纸负压吸风组件吸风室体积
内衬纸负压吸风组件的吸风室(如图7所示)对内衬纸负压吸风组件的负压吸风系统来说,其作用就是个小型的储气罐,其作用为:1) 消除负压吸风度波动,保证负压气流的稳定性;2) 进一步分离气中的杂质 [3]。因此,内衬纸负压吸风组件吸风室的体积大小,决定了负压吸风带吸附内衬时的稳定与否。
增加组件吸风室的体积,主要包括吸风室的深度和宽度的设计选取。
增加吸风室的深度,相对的内衬纸负压吸风组件吸风室的体积也就越大,但根据组件结构,组件吸风室所能铣深的幅度不大,根据对组件实际的测量情况,吸气室底边,距离另一边的安装螺纹孔最深处,仅相距约1 mm,考虑到安装螺栓的时的强度需要,深度适当加深1 mm [4] [5]。

Figure 7. Suction chamber for negative pressure suction module with lining paper
图7. 内衬纸负压吸风组件吸风室草图
增加吸风室的宽度,相对的内衬纸负压吸风组件吸风室的体积也就越大。同样是受到结构的限制,槽的宽度最大只能取到6 mm。对内衬纸负压吸风组件改进后的吸风室体积进行计算:
式中:V1——内衬纸负压吸风组件改进后吸风室体积
s2——内衬纸负压吸风组件改进后吸风室底面积
b1——内衬纸负压吸风组件现有吸风室底面矩形区域宽度 = 圆形区域直径
h1——内衬纸负压吸风组件现有吸风室高度
由此可知,内衬纸负压吸风组件改进后风室体积增加了2.25倍。根据负压空气的储气容积要求,储气容积要求1247.37 mm3 = 0.3 × 4157.91 mm3,内衬纸负压吸风组件改进后吸风室体积2216.52.96 mm3 > 储气容积设计要求1247.37 mm3,对负压空气的储气容积的改进后满足要求。
最终决定负压空气的储气容积尺寸。内衬纸负压吸风组件改进后吸风室体积,内衬纸负压吸风组件改进后吸风室底面矩形区域宽度为6 mm,内衬纸负压吸风组件改进后吸风室高度3 mm。
4. 应用效果及验证
4.1. 内衬吸风带组件改造效果验证分析
通过对内衬纸负压吸风组件吸风室挡板孔数的增加和内衬纸负压吸风组件吸风室体积的增大,对有效吸风系数提升到的预估计算值是0.778。
4.1.1. 内衬吸风带组件改造后有效吸风系数的变化
计算出的负压吸风带与内衬纸之间的摩擦系数μ ≈ 0.323,只需测量计算出改进后ZB45工作状态下负压吸风带与内衬纸的摩擦力,就能带入公式
。
式中:f2——改进后ZB45工作状态下负压吸风带与内衬纸的摩擦力
F2——改进后内衬纸所受的实际吸附力

Table 1. Friction test results of lining paper under ZB45 packing machine operating conditions
表1. ZB45包装机工作状态下内衬纸摩擦力试验结果
统计实验结果(如表1所示)可知,ZB45包装机正常运行中内衬纸品牌红塔山(细支传奇)、玉溪(初心)、玉溪(清香世界)、玉溪(创客)、玉溪(108)与负压吸风带的摩擦力均值分别为0.410 N、0.408 N、0.410 N、0.397 N、0.417 N,总均值为0.404 N。

Figure 8. Probability diagram of friction between lining paper and negative pressure suction belt after modification
图8. 改造后内衬纸与负压吸风带正常运行中摩擦力的概率图
如图8所示,已知ZB45包装机内衬纸与负压吸风带正常运行中的摩擦力的总均值为0.404 N,存在较小的波动且满足正太分布要求P大于0.05,故而将正常运行中摩擦力的总均值0.404 N带入摩擦系数计算公式
进行计算。
再将测量计算出的F2,带入有效吸风系数计算公式:
中计算出改造后ZB45包装机工作状态下的有效吸风系数。
4.1.2. 内衬吸风带组件改造后有效吸风系数的分析
通过内衬吸风带组件改造后,将有效吸风系数从0.509提高到了0.743,超出了内衬纸因偏移导致阻塞时需要的最小有效吸风系数0.684。理论上避免了内衬纸因偏移导致阻塞。
4.2. 内衬吸风带组件改造效果验证
对内衬吸风带组件的改造(如图9所示)结束后,设备运行在280包/分钟车速情况下,为获得具体的效果数据,对改造后的D3#包装机进行了跟踪调查统计,对其内衬纸因偏移导致阻塞的次数进行了记录。

Figure 9. Schematic diagram of suction chamber with inner lining before and after modification
图9. 内衬吸风室改造前后示意图
改造后经记录,内衬纸偏移角度均值为0,阻塞次数为0,内衬纸在输送过程中运行稳定,连续15个工作日下均未发现内衬纸因偏移导致阻塞的情况发生。在内衬纸负压吸风组件改进的效果验证中,取得了满意的成绩。
5. 结论
在对内衬纸负压吸风组件改进后的效果验证中,均未发现内衬纸因偏移导致阻塞的情况发生。效果验证结果符合理论计算结果(即完全避免了内衬纸因偏移导致阻塞)。项目组对负压吸风对内衬纸输送过程的影响做出了详细的分析计算,找出了负压吸风对内衬纸输送影响的关键性因素,同时掌握了负压吸风影响内衬纸输送偏斜的关键性因素的调整及控制技术。