1. 引言
鉴于中国对食品安全的日益关注,厨余处理已成为环保领域最繁荣的细分市场之一;在独特的就餐习惯中,剩余的中国食物中水和油占很大比例,这通过外国供应商提供的现有技术给处理带来了困难。
在“十二五”全国城镇生活垃圾无害化处理设施建设规划(2011~2015)指南中,强调要积极推动社区城市餐厨垃圾的分类收运和处理,中国将厨余垃圾处理设施建设242座,处理能力目标定为3万吨/日,专项工程投资109亿元 [1],但由于政策和商业模式不完善,最终仅实现了目标的16.7%。在“十三五”(2016~2020年)指南中,政府实施了进一步的支持,并扩大了产能目标。这对餐厨垃圾运营处理迎来了新的机遇和挑战。
目前,餐厨垃圾处理95%以上的项目,都采用了厌氧消化的技术路线,技术上无法实现差异化,只能从运营模式上下功夫。目前餐厨垃圾处理的轻量化,或许将成为当下产业发展的新目标。中国亟需因地制宜寻找出适合自身特点的餐厨垃圾处理方式。
2. 国内餐厨废弃物行业现状分析
2.1. 国内餐厨废弃物特点
2.1.1. 餐厨废弃物组成特点
餐厨垃圾含水量高;有机物含量高;油脂含量及盐分含量高;有毒有害物质(如重金属等)含量高。
2.1.2. 餐厨废弃物危害
餐厨垃圾COD含量80,000~100,000 mg/L,水体的污染负荷高;餐厨垃圾腐烂变质,滋长细菌,散发出来的刺激性不愉快气体污染大气,同时影响环境卫生;餐厨废油返回餐桌更是危害人体的身体健康。
2.2. 国内餐厨废弃物产生趋势
2.2.1. 产量与日俱增
随着经济的不断增长,人民的生活及消费指数的不断提高,餐厨垃圾的产生量每年以5%~10%的速度快速增长。
2.2.2. 成分变化
垃圾中蛋白和脂肪等有机质含量的增加,对垃圾资源化利用提出了更高的要求;
垃圾中废纸、废塑料等杂物含量也进一步增多,对源头分类的要求提高,处理厂预处理系统难度增进;
废油脂含量提高,对于后续生物处理产生不良影响,预处理系统需要增设脱油工艺单元。
鉴于目前我国餐厨废弃物的产生趋势,餐厨废弃物的处理目标要向无害化彻底,必须消毒灭菌、资源充分回收利用、营养成分再生利用、脂类回收方向迈进。
2.3. 目前餐厨垃圾主要处理技术
目前餐厨垃圾的处理技术主要有预处理技术、物理破碎技术、好氧堆肥技术、高温好氧发酵技术、厌氧发酵技术、饲料化技术。基于餐厨垃圾同时具有资源与废物的两种特性,其中存在的大量易腐有机物属于资源型废物,易降解,其资源化可以通过饲料化、好氧堆肥化、厌氧能源化等方式实现 [2]。其中,厌氧能源化是减少温室气体排放、实现能源再生和社会经济效益最有希望的方法之一,占比70%以上。
厌氧消化工艺在国外应用比较早,是一种成熟的技术。其原理是有机质在无氧条件下通过厌氧微生物的代谢活动被分解产生甲烷和二氧化碳的过程。厌氧消化过程可以获得生物质能源——沼气,同时系统本身运行能耗很低,因此在我国也是最早被引进的固体有机废弃物处理技术之一 [3]。另一方面,在处理有机废弃物的同时,采集、利用含甲烷达60%左右的沼气,除了有一定的经济效益外,对减轻温室效应具有重大的意义。在众多的污泥处理工艺中,厌氧消化是唯一可以实现二氧化碳减排的工艺。
餐厨垃圾厌氧消化技术成为当前环境研究的热点之一,具有高有机负荷承担能力,能回收生物质能,不存在同源性的问题,有机物分解为甲烷和二氧化碳,产品(甲烷)出路较好等优点,同时理论与实践研究大多是集中于产气性能、参数优化、工艺调整以及微生物学机制等方面,对餐厨垃圾厌氧消化过程中产生的沼渣沼液等残余物的组成特性,污染风险和处理处置等方面研究的较少。而厌氧消化残余物的处理问题可能成为影响餐厨垃圾厌氧消化产业发展的限值因素 [4]。
湿式厌氧消化技术产生沼气的同时也会产生大量的沼液,随着厌氧消化的进行,消化产物(沼液)脱水性能或固液分离性能不断恶化,沼液的净化始终成为该类企业的环保难题。沼液属于高总固体含量,高COD、高氨氮、高盐分,对下游污水处理厂的处理带来了一定的麻烦。
2.4. 沼液处理的现状
目前餐厨垃圾厌氧沼液的改性方式主要是通过投加化学药剂进行固液分离,如投加絮凝剂聚合氯化铝(PAC)和聚丙烯酰胺(PAM)进行污泥调理,然后采用叠螺脱水机或离心脱水机进行污泥脱水。经该方法处理后的污泥含水率为85%左右,虽然能获得较好的泥水分离效果,但需要使用大量絮凝剂,其中PAC投加量高达5%以上,投加成本高达20元/吨沼液,存在处理成本过高、污泥产量大的问题 [5]。或者采取板框压榨工艺,采用板框压滤机并并配套石灰、聚丙烯酰胺和铁盐加药系统,厌氧出水经加药调质后,经加药调质后被泵入板框压滤机进行固液分离,压榨分离后的滤液虽然污染物指标基本满足下游水厂水质要求,但由于在压榨过程中添加了大量的石灰导致压榨过后的滤渣不能再次回到厌氧反应罐中作为回流污泥补充使用,从而影响的厌氧消化及产甲烷的效率的提升,同时也会限制滤渣堆肥、饲料化等进一步资源化的利用,含大量钙离子的滤液进入下游污水处理厂也会对曝气设备、膜组件等造成一定的结垢堵塞危害。
充分了解餐厨垃圾沼液深度净化的典型工艺运行效果、分析存在的问题,对于优化或改造沼液处理工艺及餐厨垃圾处理厂稳定运行具有重大意义。因此,本文以处理工艺具有广泛代表性的太原市某大型餐厨垃圾处理厂(200 t/d)为研究对象,介绍了其典型的餐厨垃圾处理工艺路线,分析了沼液处理目前存在的问题,在此基础上提出相关解决方案,为已建成或待建的餐厨垃圾处理厂沼液达标处理工艺的选择或优化提供技术参考。
3. 实际应用案例(太原某大型餐厨垃圾处理厂)
总建筑面积:12350.56 m2,其中综合楼1997.4 m2,预处理车间及脱水机房5935.9 m2、阳光干化棚3494.44 m2、生产辅助用房729.1 m2、消防控制室35.1 m2、厌氧反应罐泵房69.76 m2、沼渣储池及泵房53.76 m2、计量间35.1 m2。主要建设餐厨垃圾接收及预处理系统、厌氧发酵系统、沼渣脱水机堆肥系统、废弃油脂接收及预处理系统、沼气净化机资源化利用系统及其它辅助工程。
建设规模:设计日处理餐厨废弃物500 t (一期200 t/d),其中餐厨垃圾450 t (一期180 t/d)、废弃食用油脂25 t (一期10 t/d)。目前该项目实际运行处理餐厨垃圾200 t/d产生沼气14,000 m3/d,发电28,000 Kw·h/d,提油系统毛油产量为8.3 t/d,油脂回收率达83%。
主要构筑物:建设餐厨垃圾接收及预处理系统、厌氧发酵系统、沼渣脱水机堆肥系统、废弃油脂接收及预处理系统、沼气净化机资源化利用系统及其它辅助工程。
处理工艺:餐厨垃圾采用“预处理 + 三相提油 + 厌氧发酵 + 沼气提纯”工艺,废弃食用油脂采用预处理制粗油脂。
餐厨垃圾先通过预处理装置将大杂和固体分离,大杂外运填埋或焚烧处理,液体经过三相提油系统将沥水及有机浆料中的油脂提取纯化制成毛油,经提油后有机浆料进入厌氧反应器,餐厨垃圾经厌氧消化后,靠重力流入消化后沼液储池。储池底部设置穿孔曝气装置,可以吹脱餐厨垃圾中的二氧化碳,使餐厨垃圾的pH值提高。沼液储池内设置顶部固定的搅拌机,进行搅拌,防止沼渣沉淀。沼液经过离心脱水后外排至园区的污水处理站处理,沼渣作为营养土直接交付农业领域使用或加工为有机肥。工艺流程图如图1所示。
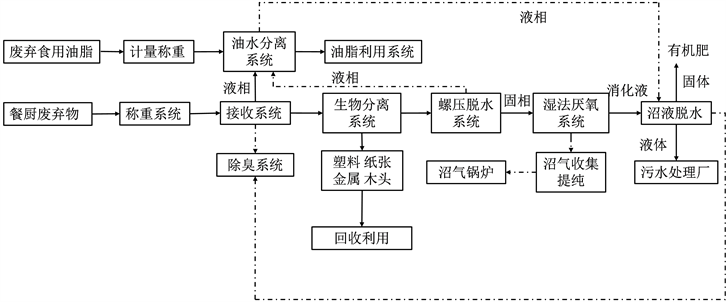
Figure 1. Process flow chart of kitchen waste treatment
图1. 餐厨垃圾处理工艺流程图
3.1. 设计原水水质
污水主要产生于厌氧后脱水产生的污水,其特点是污染物浓度高、成分复杂,属高浓度有机污水,氨氮含量高,主要污染物表征值为CODcr、NH3-N、SS等。设计原水水质如表1所示:

Table 1. Design raw water quality table
表1. 设计原水水质表
本工程污水处理后的出水水质应达到《污水综合排放标准》(GB8978-1996)中的三级标准,主要污染物控制指标如表2所示:
Table 2. Main pollutant control indicators
表2. 主要污染物控制指标表
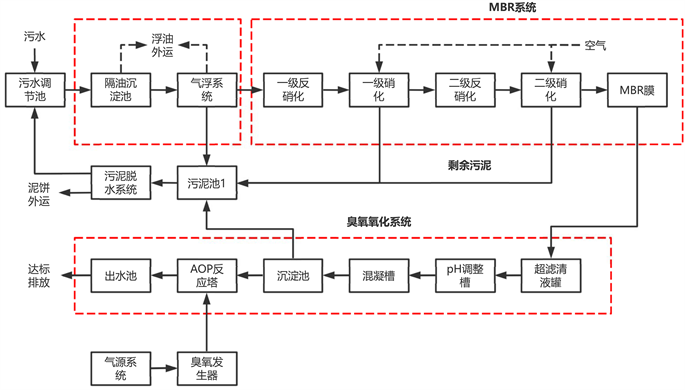
Figure 2. Process flow diagram of downstream sewage treatment plant
图2. 下游污水处理厂工艺流程图
由于餐厨沼液成分的多复杂化,较高浓度的有机污染物、油脂、重金属、无机盐、细菌等物质,同时伴随着日益严格的出水标准,使得水厂运行工艺不得不使用膜工艺,即基于以MBR超滤膜为预处理的膜工艺法,同时配套更高级别的NF或者RO膜处理或者高级氧化工艺。在满足水厂出水水质达标的前提下,考虑到NF/RO膜更换频繁,运行费用较高,产生的浓缩液无法处理等问题,本项目水处理设计方案采取两级A/O + MBR + 臭氧高级氧化工艺,具体工艺流程图如图2所示。
3.2. 本项目案例日常运行过程中的问题
基于以上现场运行工艺的调研,我们了解到除了厌氧消化上游存在的预处理不完善外,目前实际运行过程中最大的问题还是在沼液脱水车间,沼液车间的实际运行工况如下:
餐厨垃圾沼液脱水车间原工艺采用厌氧发酵后的沼液通过投加PAM经两相分离器(离心)后滤液直接进入下游污水MBR处理工艺,离心过后的滤渣通过叠螺机通过进一步压榨后去堆肥。由于沼液COD、SS、油脂等理化指标含量较高,超过工艺处理负荷,经过简单的絮凝离心工艺处理对COD和SS去除效率有限,造成处理后油脂及SS残余浓度高,影响了后端膜处理系统的稳定运行,膜堵塞影响严重,无法通过清洗剂得到有效清洗,通量恢复性差,严重影响了水厂的日处理水量及出水水质。
问题的矛盾点还是基于沼液的特性分析及如何通过化学药剂与工艺的匹配实现沼液的快速分离,从而达到沼液净化的目的。下面将针对沼液进行相关指标分析同时展开相关的小试及中试试验,来验证不同化学药剂与对应的处理工艺达到的沼液处理的效果。
沼液性质特征分析如下
沼液处理是厌氧消化工程设计与运行的关键环节之一,而掌握沼液性质特征则是沼液处理的基础 [5],餐厨沼液的各项指标化验指标如表3所示:
Table 3. Laboratory indexes of kitchen biogas slurry in Taiyuan
表3. 太原餐厨沼液化验指标
从以上数据分析可以看出,餐厨沼液的确具有高氨氮,高化学需氧量(COD)、高悬浮固体(SS)以及低的C/N的特性 [6],从而给常规的生化处理带来了一定的困难。研究发现餐厨废水中的COD、TP、TN、NH3-N在二相固液分离、气浮与混凝阶段的去除率与SS的去除率成正相关,氨氮主要以溶解态存在,而部分COD与绝大部分磷则以颗粒态形式存在,随着SS的大量去除,COD、TP、TN、NH3-N分别被去除,同时颗粒态或胶体状的污染物生化处理难度较大,也是后续生化效果差的主要原因之一。因此,在沼液进入生化系统前彻底去除SS是沼液净化的重要环节 [7]。
4. 餐厨沼液小试及中试试验
本文将以现场的沼液为试验对象,展开相关的小试及中试试验,来验证不同化学药剂与对应的处理工艺达到的沼液处理的效果。在不改变现场工况的条件下进行传统思路的试验。
4.1. 实验一:絮凝剂及助凝剂的小试筛选实验(技改前)
4.1.1. 实验目的
1) 在保留现场设备,不改变现场工艺的情况下,进行沼液的絮凝脱水试验,絮凝脱水试验采用铁铝盐加PAM的组合,通过小试模拟投加试验筛选出合适的铁铝盐及PAM药剂;
2) 混凝剂、絮凝剂组合投加模式的确定;
3) 评价混凝效果,包括混凝过程中絮体形成情况和沉淀速率及澄清效果,优化各种药剂的投加量。
4.1.2. 实验仪器
紫外分光光度计、COD水质参数测定仪、真空泵、抽滤瓶、烧杯、玻璃棒、移液管、离心机、六联搅拌器、干燥箱等。
4.1.3. 实验药剂
10% PAC溶液、30%三氯化铁溶液、聚合氯化铝铁溶液(Al2O3 ≥ 8%、Fe2O3 1%~2%)、聚合硅酸铝铁(金属核有效含量 ≥ 10%)、阳离子PAM。
4.1.4. 实验方法
1) 实验思路一:原沼液pH8.8,预先调节pH值至中性条件,采用容积为1000 mL的烧杯进行絮凝试验,设定混凝、絮凝反应条件,投加药剂进行混凝絮凝反应,同时观察絮体生成情况,以及反应结束后的絮凝效果,根据试验现象及抽滤滤液数据筛选出各种药剂组合的最优投加模式。
2) 实验思路二:维持原泥水样的pH值,采用容积为1000 mL的烧杯进行絮凝试验,设定混凝、絮凝反应条件,投加药剂进行混凝絮凝反应,同时观察絮体生成情况,以及反应结束后的絮凝效果,根据试验现象及抽滤滤液数据筛选出各种药剂组合的最优投加模式。
3) 混凝、絮凝反应条件
混凝、絮凝反应条件如表4所示:
Table 4. Coagulation and flocculation reaction conditions
表4. 混凝、絮凝反应条件表
4) 最优药剂组合类型的药剂梯度实验:根据筛选出来的药剂进行混凝药剂的梯度投加试验,通过抽滤试验,检测滤液数据来确定合适的药剂投加量;
5) 最优转速的确定:根据最优的药剂投加组合类型及药剂投加量进行离心小试试验,确定最优的离心转速,为药剂的上机试验提供理论参考。
4.1.5. 实验步骤
针对试验思路一:
1) pH值调节:采用向现场泥水样中加酸调节pH,使其调节后的pH值至7左右;
2) 投加混凝剂:投加上述混凝剂,以聚合氯化铝PAC (10%)溶液举例,搅拌均匀,并观察其混凝效果。
3) 观察现象:由图3可以看出,当向泥水样中进行调酸处理时,烧杯中开始产生气泡,再投加PAC时,烧杯中产生的泡沫逐渐增多,造成污泥膨胀严重。
4) 现象分析:烧杯中泡沫的产生是由于沼液中碱度过高,酸碱中和反应所致,虽然长时间静置后会有泥水分离现象,但此过程中产生的大量泡沫,不利于后续的工艺实施,所以预先调节pH的思路不可行。
针对试验思路二:
1) 不进行pH进行预处理,直接进行药剂投加:
考虑到铁铝盐药剂均为酸性体系,投加沼液中,也会造成轻微的泡沫现象,为了便于沼液的絮凝,优先投加阳离子PAM (1‰溶液),搅拌均匀,再投加混凝剂,设定混凝、絮凝反应条件,混合均匀。
2) 观察现象:药剂投加时,依据不同药剂类型产生不同程度的气泡现象,搅拌均匀后,观察泥水样中水的析出情况,絮体状态和絮凝效果,同时测量COD值和氨氮的变化(注:实验室采用真空泵抽滤的方式,抽取滤液,对滤液进行稀释后测量)。不同混凝剂类型的药剂筛选实验如表5所示:
Table 5. Coagulant type variable and PAM (cation) quantitative dosing mode
表5. 混凝剂类型变量和PAM (阳离子)定量投加模式
通过不同混凝剂类型的药剂筛选实验,从COD含量、氨氮含量、泡沫严重程度上优选聚合硅酸铝铁混凝剂,作为中试药剂筛选试验具有较多的可能性。
基于上述混凝剂的优选试验,选取聚合硅酸铝铁混凝剂为定量,进行阳离子PAM的离子度筛选实验:
Table 6. Coagulant type quantitative and PAM (cation) type variable dosing mode table
表6. 混凝剂类型定量和PAM (阳离子)类型变量投加模式表
通过上述表6中PAM的优选试验,观察絮体的抱团情况及滤液的清澈度,优选阳离子PAM60离子度。
通过固定混凝剂类型,变换混凝剂的投加量,从而确定最优的混凝剂上机试验数据,混凝药剂投加梯度试验如下表所示:
Table 7. Data sheet of reagent dosing test
表7. 药剂投加试验数据表
通过上述表7中混凝剂聚硅酸铝铁的梯度投加试验,当投加量为沼液的1%~2%时,絮凝效果不明显,絮体较松散;当聚硅酸铝铁的投加量为3~4%时,有明显的水析出,絮体相对厚实,进一步提高投加量,滤液COD值未有明显改观,从而确定聚合硅酸铝铁溶液的投加范围为沼液的3%~4%,为上机中试试验投加量的确定提供了理论参考。
选取最优的混凝剂及PAM投加量,控制不同的离心机的转速,观察加药前后泥水分离情况,为上机中试试验离心转速的确定提供参考依据。不同离心转速下的泥水分离试验如表8所示:
Table 8. Mud water separation test at different centrifugal speeds
表8. 不同离心转速下的泥水分离试验
备注:现场两相离心机转速范围(0~3200 r/m)。
实验室离心机泥水分离效果如图4所示:
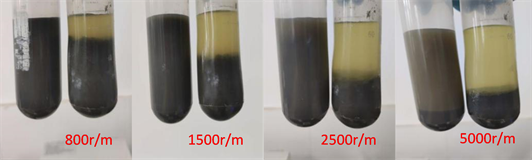
Figure 4. Effect drawing of mud water separation of centrifuge
图4. 离心机泥水分离效果图
通过室内小试离心试验,随着离心转速的增加,泥水分离效果逐步增强,当转速达到2500 r/m时,泥水分离效果较优,与现场离心机0~3200 r/m相匹配。
4.1.6. 试验小结
1) 由于原的各项污染指标、pH值、碱度较高,加酸调节pH值时,由于加入的酸液与原水体中的碱度缓冲体系发生剧烈反应,会生成大量可乐状气泡,在中和pH值后,继续投加常规的铁盐、铝盐絮凝剂,配合阳离子PAM助凝,絮凝状况无明显改良,同时不利于后续离心的进一步实施;
2) 通过不调节pH,进行混凝剂与絮凝剂的组合模拟试验,筛选出最优的混凝剂与絮凝剂组合,即混凝剂选取聚合硅酸铝铁,PAM选取60离子度阳离子;
3) 通过混凝剂的梯度筛选实验,确定混凝剂的最优投加量为沼液的3%~4%,PAM辅助絮凝,投加量为50 mg/L,絮体厚实,便于后续进一步离心;
4) 在满足聚合硅酸铝铁与PAM的最优投加量下,通过室内离心小试试验确定,在满足转速 ≥ 2500 r/m时,沼液泥水分离效果较佳,与现场离心机0~3200 r/m相匹配。
注:以上结论仅为实验室条件下,根据试验数据和现象分析得出,具体投加量及药剂效果需结合现场工艺进行大试优化调整验证。
4.2. 实验二:餐厨沼液混凝剂及助凝剂的中试实验(技改前)
4.2.1. 试验目的
通过混凝剂及助凝剂的投加,经过离心处理,使得沼液SS由2%~3%经过离心脱水后降低至2000 mg/L以下,滤渣经过叠螺机进一步压榨成团。
4.2.2. 试验药剂
聚硅酸铝铁 + 阳离子PAM。
4.2.3. 药剂配置
PAM药剂配置:1 kg药剂/吨水(1‰水溶液);
聚硅酸铝铁配置:10%有效含量的聚硅酸铝铁溶液。
4.2.4. 药剂投加点及投加方式
药剂投加点:PAM投加于沼液输送泵管路;进离心机之前增设静态混合器,聚硅酸铝铁投加于静态混合器之前;PAM优先于聚硅酸铝铁投加主要是考虑到若聚合硅酸铝铁投加后,容易造成污泥膨胀,影响污泥输送。
投加方式:PAM通过机械隔膜泵投加(流量1000 L/H);复合絮凝剂通过机械隔膜泵投加(1000 L/H)
沼液车间工艺流程图及药剂投加点位如图5所示。

Figure 5. Reagent dosing process flow chart
图5. 药剂投加工艺流程图
4.2.5. 药剂投加量
中试试验初期,药剂投加量按照室内实验室小试投加浓度投加,即PAM投加浓度按照40~60 ppm范围投加,复合絮凝剂投加浓度按照3.5%投加。(投加量以当前日处理沼液量及沼液SS为准,当前沼液量200 t/d,SS 2~3%左右)
4.2.6. 试验安排
选取两组离心机中的一组进行上机中试试验,并不断调整加药量、优化加药方式,使得试验药剂在较低的投加量下达到较优的脱水效果。
4.2.7. 现场离心机控制参数
Table 9. Field centrifuge control parameters
表9. 现场离心机控制参数
4.2.8. 药剂投加量及出水SS
Table 10. Reagent dosage and effluent SS
表10. 药剂投加量及出水SS
4.2.9. 滤液及沼渣效果图
现场滤液、沼渣效果图如图6所示。

Figure 6. Effect drawing of filtrate and biogas residue
图6. 滤液及沼渣效果图
4.2.10. 中试试验结论
通过表9、表10中试试验数据可以看出,离心机转速为2730 r/min,差速为7 r/min,聚硅酸铝铁药剂投配率为餐厨沼液的4%,PAM投加浓度60 mg/L时,出水SS为1850 mg/L < 2000 mg/L,即满足下游污水厂进水水质要求。同时沼渣成团,便于进一步输送处理。
4.3. 传统工艺及思路下餐厨沼液的的运行现状及下一步解决方案
4.3.1. “混凝剂 + 絮凝剂”的离心上机试验运行现状
通过上述传统思路下铁铝盐混凝剂 + 阳离子PAM的小试及中试试验,餐厨沼液的SS得到进一步的去除,可以满足水厂进水水质的要求。但大量的铁铝盐投加量给水厂的运行成本带来了一定的困难,通过上述药剂投配率折算每吨沼液的处理成本 ≈ 25元/吨沼液,这与宫亚斌 [4] 200 t/d餐厨垃圾厌氧产沼工程调试与运行分析中提到的沼液运行成本20元/吨相吻合。同时沼渣含水率高,沼渣无法继续回用影响厌氧效率等一系列的问题,给工厂的实际运营生产带来了一系列的难题。
4.3.2. 餐厨沼液的下一步解决方案
为了解决上述沼液处理困难,处理成本高,污泥增量明显,沼渣不能回用的难题,我公司根据沼液特性进行深入研究,发现餐厨垃圾中的油脂也是影响沼液脱水的致命因素。餐厨垃圾中的油脂根据其存在形式不同可分为可浮油、分散油、乳化油、溶解油以及固相内部油脂等 [8]。选择合适的药剂及工艺对沼液夹带的动植物油做到尽可能的去除,避免影响后续生化及膜处理系统的正常运行 [9]。
开发出一款能破壁的亲油型高分子,亲油型高分子能把沼液中的油亲出来,从而打破油包水这种界面组合,同时再辅以高阳型阳离子聚丙烯酰胺进行电中和、强化絮凝,沼液污泥便迅速脱稳,从水溶液解析出来,从而达到泥水分离的目的。
亲油型高分子与高阳型阳离子聚丙烯酰胺的复配使用,在达到泥水快速分离的同时,大大降低了使用混凝剂过程中产生的高昂费用及上清液的SS,同时分离后的泥渣可以部分回流至厌氧罐再利用,从而进一步提高了厌氧消化速率及产沼速率。
4.3.3. 药剂匹配下的工艺调整
为了匹配本试验开发的特种高分子,本次试验工艺将进行如下技改:即将原来的“离心工艺”调整为“超效气浮 + 叠螺工艺”,沼液进入超效气浮进行快速泥水分离,沼渣进入叠螺机进一步压榨脱水。技改后的特种高分子的小试及中试试验如下所示。
4.4. 实验三:餐厨沼液特种高分子絮凝剂小试实验
4.4.1. 实验目的
通过特种功能型高分子絮凝剂的复配试验,从而达到沼液泥水分离的目的。
4.4.2. 实验仪器
烧杯、玻璃棒、移液管、注射器。
4.4.3. 实验水样
现场沼液储池泥水样。
4.4.4. 实验药剂
亲油型高分子絮凝剂A:配制2‰溶液备用;
高阳型阳离子高分子絮凝剂B:配制2‰溶液备用。
4.4.5. 实验方法
采用容积为100 mL的烧杯进行絮凝试验,控制搅拌速度、搅拌反应时间的条件下,投加不同功能型的特种高分子絮凝剂,药剂投加反应过程中观察絮体生成情况,反应结束后观察沉淀效果,根据试验现象和数据,优选药剂的投加比例。
4.4.6. 实验步骤
取现场泥水,投加上述配制好的高分子絮凝剂A、B,并搅拌对比絮体生成情况及上清液的清澈度情况。絮凝剂的配比及投配率如表11所示:
Table 11. Statistical table of reagent dosing
表11. 药剂投加统计表
絮凝效果图如图7所示:
由图7可以看出,投加絮凝剂后,泥水分离明显,絮体上浮,较适合气浮工艺,同时B的絮凝及上清液清澈度要优于A药剂。
4.4.7. 试验结论
通过亲油型特种高分子与高阳型高分子复配使用,两者投加比例7:3,折合固体投加浓度200 mg/L,即可得到较高的絮凝效果,上清液SS去除率99%以上,配合气浮工艺,加药量及上清液SS可进一步价格低。
注:以上结论仅为根据实验室数据分析得出,具体投加量及效果需结合现场工艺进行大试优化调整。
4.5. 实验四:餐厨沼液特种高分子絮凝剂中试实验
4.5.1. 试验目的
通过特种功能型高分子絮凝剂的投加,餐厨沼液直接经过气浮处理,使得沼液SS由2%~3%经过气浮处理后降低至2000 mg/L以下,滤渣经过叠螺机进一步压榨成团。
4.5.2. 试验药剂
亲油型特种高分子絮凝剂;
高阳型阳离子高分子絮凝剂。
4.5.3. 药剂配置
亲油型特种高分子絮凝剂与高阳型阳离子高分子絮凝剂按7:3的比例混合均匀,然后按照2 kg药剂/吨水的比例配制成2‰水溶液;
4.5.4. 药剂投加点及投加方式
由于特种功能型高分子适合气浮工艺,所以在现有的工艺基础上增设气浮机设备,根据餐厨沼液的日处理量200 t/d,我们选择了一款MST超效浅层离子气浮澄清器,处理水量20 m3/h,停留时间延长一倍,完全满足日常处理运行要求。
药剂投加点:絮凝剂投加于气浮机进料口;
投加方式:絮凝剂通过螺杆输送泵投加(流量1500 L/H);
特种高分子药剂投加工艺流程及药剂投加点位如图8所示。
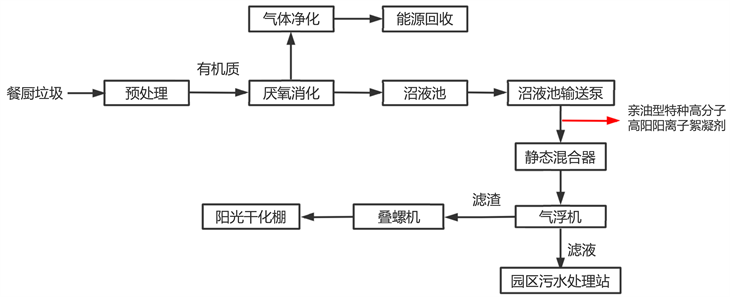
Figure 8. Reagent dosing process flow chart
图8. 药剂投加工艺流程图
4.5.5. 药剂投加量
中试试验初期,药剂投加量按照室内实验室小试投加浓度投加,即絮凝剂投加浓度按照200 mg/L投加浓度投加,投加浓度以气浮出水SS而定。
4.5.6. 药剂投加量及出水SS
Table 12. Reagent dosage and effluent SS
表12. 药剂投加量及出水SS
4.5.7. 滤液效果图
4.5.8. 中试小结
1) 由上述表12及图9可以得出结论:通过亲油功能型高分子与高阳型阳离子絮凝剂的联合使用,配合超效浅层气浮工艺,出水SS最低降至200 mg/L以下,完全符合污水厂进水指标要求;
2) 使用功能型高分子复配使用,运行生产成本约5元/吨,大大降低了企业的生产运行成本,有效的解决了投加无机絮凝剂带来的各种问题,值得以厌氧消化处理餐厨垃圾工艺的应用于推广。
4.6. 结论
1) 本文介绍了目前餐厨垃圾国内的处理现状及厌氧消化工艺过程中沼液处理的难点,并依托太原市某大型餐厨垃圾处理厂为依托对象,展开了沼液的特性分析,并在此基础上进行相关小试与中试试验,以此来验证小试药剂与上机中试的匹配性,为后续餐厨厌氧湿式消化的持续推广提供参考依据。
2) 在不改变现有的工艺基础上(技改前),通过无机混凝剂聚硅酸铝铁与阳离子PAM与两相离心机的混凝试验,得出结论出水SS等指标满足水厂进水指标要求,但处理成本太高,吨沼液处理成本需要25元/吨,且产泥量加大,沼渣不能回用。
3) 为了在保证沼液处理效果的前提下,在原有的设备基础上增设溶气气浮装备,同时配合亲油型高分子及高阳型阳离子高分子絮凝剂,处理后出水COD、SS残余指标浓度低,对后续污水膜处理工艺影响小,基本能够有效解决目前由于前段工艺对COD、SS处理去除率不足造成的下游MBR膜工艺阻塞的问题。且处理成本是无机混凝剂的1/5,低成本的高效运行有助于企业的可持续发展。
4) 通过技改前的“离心机 + 混凝”工艺到技改后的“气浮 + 絮凝 + 污泥脱水工艺”,在实现泥水快速分离的同时,出水SS更低,沼渣含水率更低,吨水成本更低,后端污水可实现高效处理,为后续新建厂及目前已投产运行的餐厨垃圾厂提供参考依据。
参考文献