1. 引言
洁净室定义为 [1],一个包括天花板、地板、天花板和地板之间的室内空间、为室内空间提供超高洁净度空气的供气装置,以及为排出室内空间空气的排气装置的房间。根据ISO14644-1 (2015) [2] 洁净标准将洁净室定义为控制空气中颗粒物浓度的房间,该房间的构造和使用应尽量减少室内颗粒物的引入,产生和滞留以及其他相关参数,例如温度、湿度和压力根据需要进行控制。常见的洁净室的气流组织形式分为单向流(或称“层流”)洁净室和非单向流(或称“紊流”)洁净室。Cadwell和Pittman [3] 指出单向流洁净室气流的特征是流线平行,以单一方向流动,并且在断截面上风速一致,有垂直单向洁净室、准垂直单向流、水平单向流洁净室等。与单向流洁净室不同,乱流洁净室室内的气流并不都按单一方向流动。非单向流洁净室中都有涡流存在,不适宜用于高洁净度的洁净室中。
许多人对这两种气流组织进行了大量的研究。Lee [4] 等人研究了在有限的洁净空间下层流型洁净室与紊流型洁净室之间的流型对比,得出层流型洁净室的换气效率优于紊流型洁净室的结论。然而,Xu [5] 指出在实际应用中,一些特殊的气流组织形式也会在设计中使用以满足特殊的洁净室需求。此外,Xu [6] 对气流组织的设计因素和系统运行性能进行了回顾和分析,并讨论了常见的高效再循环空气系统设计的优点。
随着计算流体力学的发展,Chen和Srebric [7] 已经在使用CFD商业软件作为设计洁净室的辅助手段。许多作者如Lei [8] 和Wang [9] 等人都在文章中说明了如何使用CFD方法来设计洁净室系统。
在本文中,我们分析了常规的通风设计方案在BOPET薄膜生产车间中的应用情况,并提出了一种新型的、更高效的通风设计方案。
BOPET薄膜是双向拉伸聚酯薄膜。Zhang [10] 指出BOPET薄膜强度高、刚性好、透明、光泽度高;无嗅、无味、无色、无毒;有极好的耐磨性、耐折叠性、耐针孔性和抗撕裂性等,本文研究的是光学类BOPET薄膜生产车间的通风设计方案。
在BOPET生产行业,三大因素决定了BOPET膜的质量:设施、原材料、车间环境。Yang [11] 等人描述了BOPET膜的生产过程。因此可以发现对生产环境的要求主要体现在生产过程中,需要保持相对恒定的温度,防止薄膜表面被过多的空气颗粒污染,保证表面的清洁。污染物在表面的聚集会导致产品质量的下降(例如降低薄膜的粘滞性能),所以产品工艺需要在洁净室进行。
BOPET薄膜洁净生产车间有两个主要特点:设备占用了车间很大的空间,会对气流产生很大的影响;膜的两面都需要清洁的空气保护。针对上述因素,普通洁净室气流组织形式无法满足要求,需要提出一种更合理、更有效的设计方案。在本研究中,以CFD仿真技术为工具,将新型气流组织与传统组织进行对比,在新设计的基础上,建立更为复杂的车间模型并进行仿真测试。在本研究的最后,对采用新气流模式的新型BOPET生产车间的一些参数进行了测量,并与仿真结果进行了对比,以确定本研究的合理性和有效性。
2. 不同气流组织的模型
通过建立一个简化的模型来对三种气流组织形式进行CFD模拟,该模型基于一个真正的BOPET薄膜车间通风系统,该系统提供了一个恒定的60,000 m3/h的送风量。为了简化计算,车间被视为长方体,长24米,宽14米,高5米,使用平面来模拟高度为1.25 m的BOPET膜。当在车间运作时,薄膜和气流之间将存在相互作用。
2.1. 常规气流组织形式
在洁净室最广泛使用的气流组织是单向流,有以下两种类型。图1(a)显示了一种单向流,上部空气供给和底部回风。如图2所示,屋顶有20个送风口,地面有6个回风口。每个入口1.2 × 0.6 m2。每个出口1.8 × 0.9 m2。图1(b)为另一种单向流,上部空气供给和侧向回风。如图3所示,屋顶上有20个送风口,墙面左右各有5个回风口。每个入口1.2 × 0.6 m2。侧墙面回风口的高度为1.25 m,尺寸为1.4 × 0.9 m2。

Figure 1. (a) Up-supply down-return; (b) Up feed and side return; (c) Up and down air supply, return air flow on both sides
图1. (a) 上送下回;(b)上送侧回;(c) 上下送风,两侧回风
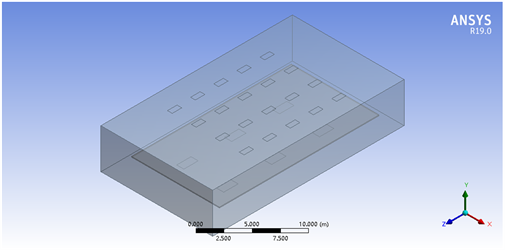
Figure 2. The geometric model of up-supply down-return
图2. 上送下回式的几何模型
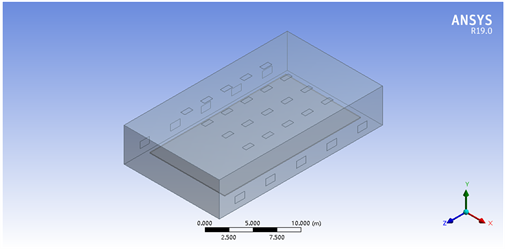
Figure 3. The geometric model of up feed and side return
图3. 上送侧回式的几何模型
2.2. 新气流组织方案
针对BOPET生产车间的特殊性,如图1(c)所示,本文提出了一种新的气流组织形式:上下送风,左右回风。如图4所示,屋顶有20个送风口,地面有6个送风口。每一侧墙有5个空气回风出口,高度为1.25 m。每个入口1.2 × 0.6 m2,每个出口为1.4 × 0.9 m2。
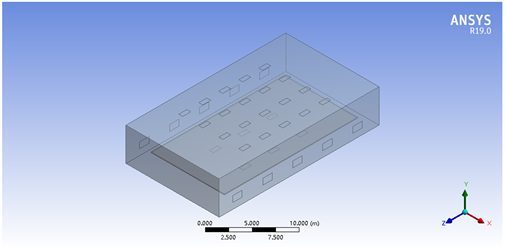
Figure 4. The geometric model of up and down air supply, return air flow on both sides
图4. 上下送风,两侧回风式的几何模型
2.3. 控制方程
在ANSYS中建立了三维笛卡尔几何模型,并使用Fluent进行计算求解。空气在模拟中被认为是不可压缩流体,通过建立Reynolds-Averaged Navier-Stoked方程和简单的算法来计算求解。
本模型的连续性方程为
. (1)
动量方程为
. (2)
能量守恒方程为
. (3)
其中,
为速度张量,
为流体的第二黏度系数,由斯托克斯假设给出,即
,I为转子焓。
理想气体状态方程为
. (4)
采用
两方程模型。
两方程模型至今依然是当前湍流工程计算中最广泛使用的模型。其中k定义为单位质量流体的湍流波动动能,
. (5)
定义为单位质量的流体湍流动能的耗散率,表示从各向同性和小尺度涡旋的机械能到物理上的热能的转化率,
. (6)
其中,
是湍流分子粘度,则湍流粘度系数
可表示为
。
对于不可压缩流体来说,
两方程模型能够适用,k方程和
方程如下所示,
.(7)
. (8)
其中,
,
。
对于湍流,它往往是Navier-Stokes方程和
两方程的同时解。基于上述分析,可以在笛卡尔坐标系中使用广义变量
将Navier-Stokes方程和
模型方程表示为统一的控制方程 [12],
. (9)
方程中引入了三个系数
和四个常数
。文献 [13] [14] 提供了
模型中需要使用的系数和常数,具体如表1所示,近壁面区域采用壁面函数法进行修正 [12]。

Table 1. k - ε model related data
表1.
模型相关数据
2.4. 简化模型结果
设置空气供给总量和出口压力分别为60,000 m3/h和大气压力,入口速度由通风口的面积决定。洁净室通常需要测试三种状态下的运行情况:空态、静态和动态。由于动态需要将运行人员考虑在内,在CFD模拟中动态状态很难进行模拟。因此这里只进行空态和静态工况的CFD模拟。图5、图6和图7分别展示了三种气流组织在空态下的流场情况,即设施已经建成,所有动力接通并运行,但无生产设备,物料及人员的情况。
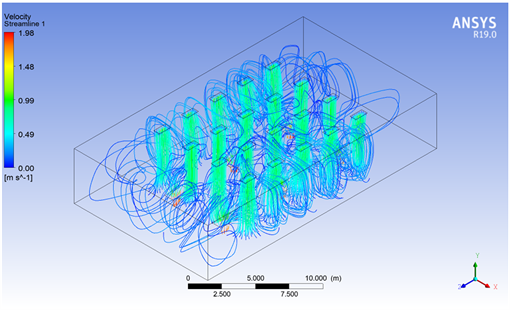
Figure 5. 3D view of up-supply down-return
图5. 上送下回式的三维视图

Figure 6. 3D view of up feed and side return
图6. 上送侧回式的三维视图

Figure 7. 3D view of up and down air supply, return air flow on both sides
图7. 上下送风,两侧回风式的三维视图
在空态时,常见的“上送下回”和“上送侧回”形式均可满足洁净室的要求。Sajid和Hayat [15] 认为“上送下回”气流模式的洁净室是一种经典的垂直单向流洁净室。它能产生均匀的向下单向气流,具有良好的自净能力。这种洁净室可实现最高的洁净度,且工艺设备可任意布置。空态模拟结果表明,流场流线分布较为均匀且相互平行。但值得注意的是,如图8所示,某些区域空气流动速度接近0 m/s。如果该区域的空气中含有污染物,污染物就很难排出。

Figure 8. As-built Z axis view of up-supply down-return
图8. 上送下回式的空态Z轴视角
如图9所示,“上送侧回”形式是垂直单向流动的一种转化。通过该流型,房间可以实现良好的室内气流组织,主流区域的气流为垂直单向流。在主流区域,通过较低的空气供应量便可以满足设施的清洁要求。仿真结果表明,整个车间空气流动分布均匀,在相同的送风量下,比图8中的“上送下回”形式的洁净面积更大。主流之外的区域也得到了一定程度的洁净。
新模式结合了上述流型的优点如图10所示,它的气流占据了整个房间,流线非常规律,同时也提供了最大的有效洁净区。
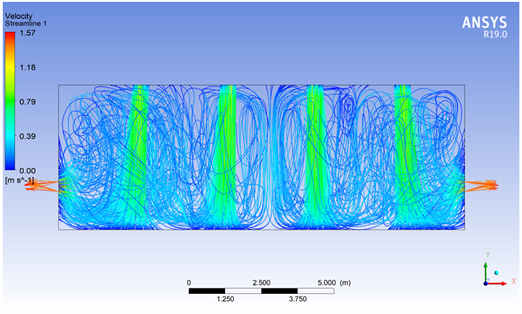
Figure 9. As-built Z axis view of up feed and side return
图9. 上送侧回式的空态Z轴视角
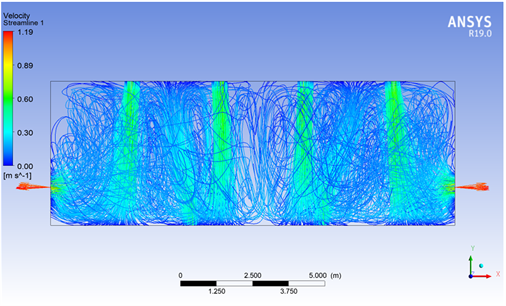
Figure 10. As-built Z axis view of up and down air supply, return air flow on both sides
图10. 上下送风,两侧回风式的空态Z轴视角
静态表示设备已经完成,生产设备已经正常安装和运行,但是没有生产人员。在本模型中,所有设施均被简化为一个可切断气流的巨大平面。图11、图12以及图13分别显示出了处于静态的三个空气组织的模拟结果。
在运行状态下,本文提出的新流型具有较好的性能。在图14中的“上送下回”和图15中的“上送侧回”的模拟中,由于存在占地面积较大的薄膜和设施,原流场受到显著干扰,空间被薄膜隔开,导致薄膜下面的流线密度下降,有效清洁面积减少。此外,根据Abernathy和Kronauer [16] 的解释,当气流流经薄膜时,在薄膜下方会产生涡旋,如图16和图17所示,产生“卡门涡街”现象。这种现象会导致污染物的聚集,降低洁净效果。
另一方面,对于BOPET薄膜的生产,需要空气对薄膜的两面都进行清洁,以提高产品质量。从“上送下回”和“上送侧回”的流场模拟中可以看出,膜的上表面受到气流作用,但几乎没有任何流线的速度方向指向下表面,不能符合膜两面都需要清洁的工作要求。而新方案的模拟中,膜的两面都能从气流中获得洁净,并能保持良好的状态。
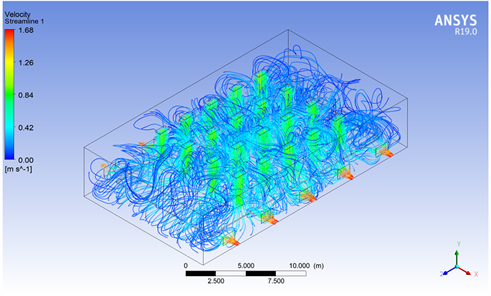
Figure 12. 3D view of up feed and side return
图12. 上送侧回式的三维视图
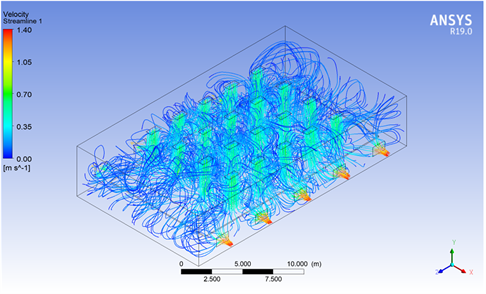
Figure 13. 3D view of up and down air supply, return air flow on both sides
图13. 上下送风,两侧回风式的三维视图
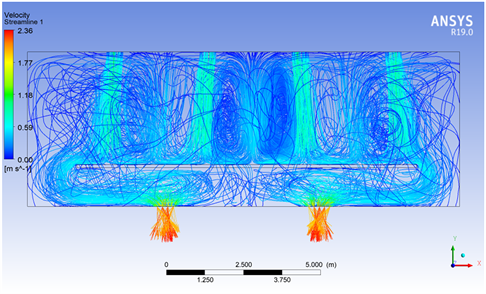
Figure 14. As-rest Z axis view of up-supply down-return
图14. 上送下回式的空态Z轴视角
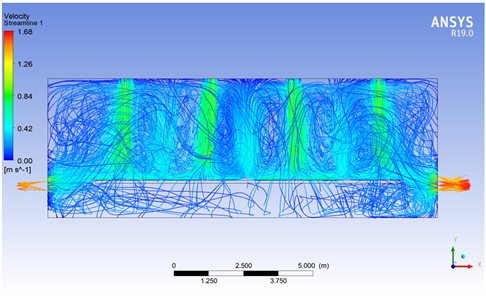
Figure 15. As-rest Z axis view of up feed and side return
图15. 上送侧回式的空态Z轴视角
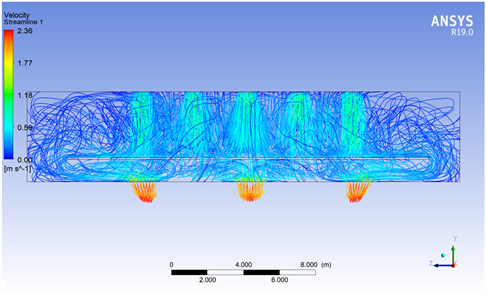
Figure 16. Vortices in up-supply down-return flow fields
图16. 上送下回式流场中的涡旋
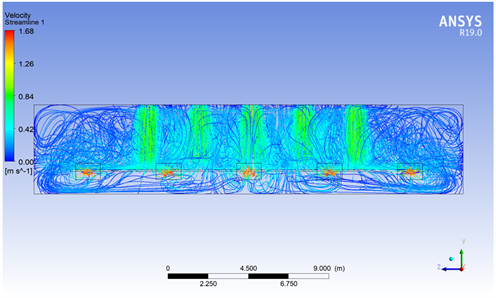
Figure 17. Vortices in up feed and side return flow fields
图17. 上送侧回式流场中的涡旋
但是图18中所示的这种新的流型确实存在一些隐藏的问题,其中之一就是大量向上的气流引起的起尘。但在BOPET生产车间,因为没有大量的大型颗粒污染物,因此即使出现了扬尘情况,薄膜两侧的气流作用也可以防止表面被污染物附着。

Figure 18. As-rest Z axis view of up and down air supply, return air flow on both sides
图18. 上下送风,两侧回风式的空态Z轴视角
以上分析基于CFD仿真,在实际应用中需要进一步验证。
3. 新方案的实际应用及仿真模拟
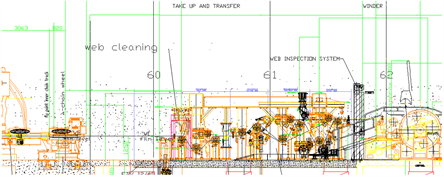
BOPET膜的生产过程非常复杂,本研究以牵引和滚动车间作为研究对象,如图19所示,并采用新的气流模式。
3.1. 模型
此模型是在设计草绘和实际设施的基础上建立的,它包括薄膜生产过程的两部分:牵引和滚动。为了简化,在这个模型中只构建了主设备,如图20所示。
 (a)
(a) 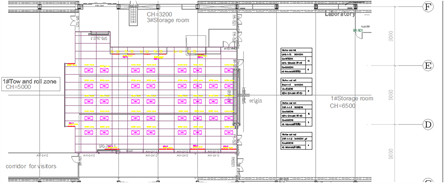 (b)
(b) 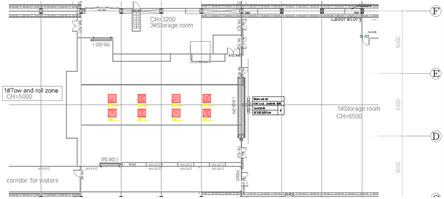 (c)
(c)
Figure 19. (a) Workshop front sectional view; (b) Roof plan; (c) Ground plan
图19. (a) 车间正面剖视图;(b) 屋顶平面图;(c) 地面平面图
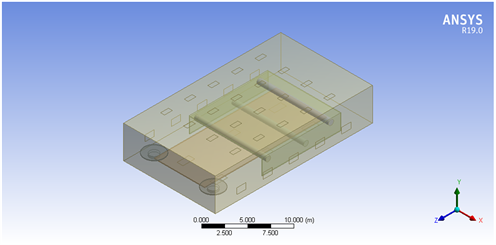
Figure 20. Geometric model of production workshop
图20. 生产车间几何模型
两个旋转盘为传输设备,均由一个半径1.49 m,高0.1 m和一个半径0.65 m,高0.3 m的圆柱体组合形成,其发热量为300 W/m2。薄膜长15 m,宽5.8 m,温度305 K。膜通过一侧的圆盘传送进入滚动系统,简化为与膜表面相切的圆柱体轧制锟筒,前两个半径0.36 m,最后一个半径0.4 m,长度均为7 m。同时设置高度为2.3 m的绝热的工作台覆盖锟筒和薄膜。通风系统与之前的模型相同。送风温度为291 K,回风温度为297 K。轧制锟筒的热通量均假定为150 W/m2,温度依次为300 K、295 K和295 K。墙的边界条件为绝热。流体由于车间主体设备的影响,在该区域可以视为非单向流(紊流)洁净室,生产过程认为是稳态传热过程。经网格独立性考核,统计得节点数和单元数分别是674,349和562,992。
3.2. 模拟验证及误差分析
为了验证所提出的CFD模型得到的结果是准确的,接下来实验对模拟数据进行了实测验证。这是通过将CFD结果划分到与用于测量的区域相同的区域来实现的,在实际车间工作状态下,测量了1.35米高平面的温度和速度。
根据《洁净室施工及验收规范》 [17],实际风速应大于设计风速(小于120%),因此仿真速度数据增加了20%。
将上述Fluent结果导入CFD-post中并绘制流场和温度场,流线反映了空气流动情况和风速。模型中的任何平面都可以通过显示平面的云图来获得其速度或温度场。所有计算结果均来自Fluent计算,并与图21中运行工况下车间实际测量结果进行对比,对比结果如图22和图23所示,验证该假设的合理性。
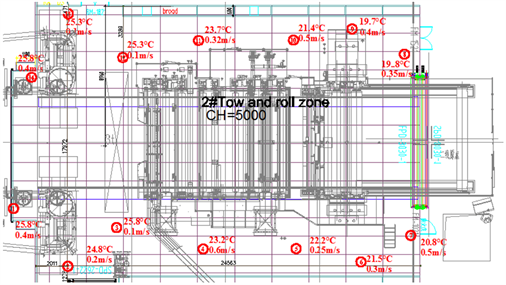
Figure 21. Actual measurement results of workshop under operating conditions (Y = 1.35)
图21. 运行工况下车间实际测量结果(Y = 1.35)
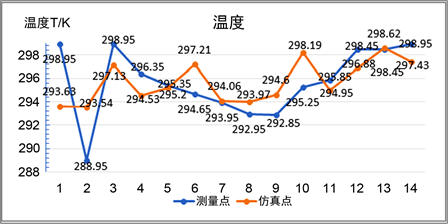
Figure 22. Comparison of simulated data and measured data (temperature point 1~14)
图22. 模拟数据与实测数据对比(温度点1~14)
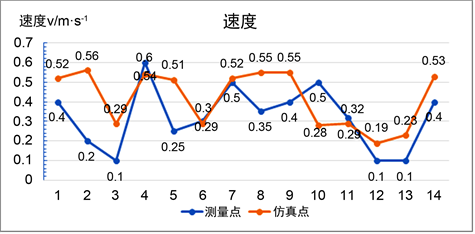
Figure 23. Comparison of simulated data and measured data (speed points 1~14)
图23. 模拟数据与实测数据对比(速度点1~14)
一般而言,如比较所示,在CFD模型中得到的模拟结果与测量结果趋势较为吻合且误差不超过25%,因此可以认定仿真结果满足实际要求。此外,模拟数据与实测数据之间的偏差主要由以下原因造成:
1) 通风系统实际风量不是恒定的,而是动态的。
2) 操作者和工人可能会给流场带来一些干扰,特别是在速度较低的位置。
3) 本模型只计算主设备。在流场的求解器中设置的设备的大小是一个假设,而不是实际情况。
4) 本研究不考虑车间的出入口。
5) 测量过程和工具可能存在不可避免的误差。
3.3. 速度和温度场
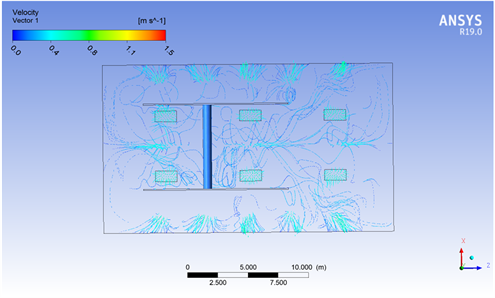
在前一节中,该仿真的合理性得到了验证。因此,可以认为模拟流场和温度场与车间实际情况接近。我们选取了一些具有代表性的平面,如图24和图25所示,来表示它们的速度或温度场,进行讨论。
在流场图24中,箭头表示气流的方向,颜色反映了风速。流动的空气几乎到达了车间的每个角落,保持室内空气洁净。从整体来看,各平面的气流在车间内均匀分布(除出口附近区域外),无较大且明显的气流漩涡,流场更加稳定,不易干扰。
 (a) Y = 1.0 m
(a) Y = 1.0 m  (b) Y = 1.35 m
(b) Y = 1.35 m 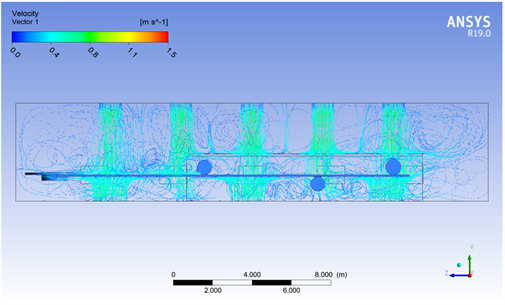 (c) X = 7 m
(c) X = 7 m
Figure 24. Velocity field
图24. 速度场
 (a) Y = 1.35 m
(a) Y = 1.35 m 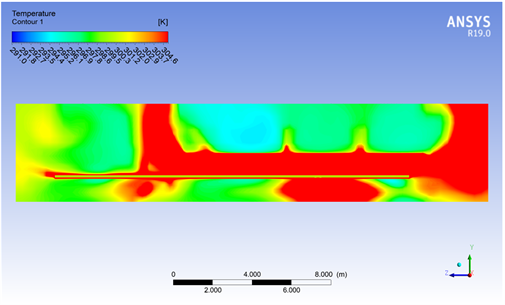 (b) X = 7 m
(b) X = 7 m
Figure 25. Temperature field
图25. 温度场
从图24(b)和图24(c)的流场来看,室内薄膜边缘及上下表面气流流速较大且气流较集中,能够更好地起到对薄膜表面进行除尘洁净的效果。相较于“上送下回”和“上送侧回”的送风方案,该方案薄膜下方不容易产生“卡门涡街”,且在薄膜下表面也会产生大量的流线,因此可以避免污染物在下表面聚集,进而可以满足BOPET薄膜两面都需要洁净的要求。此外,洁净室两侧共十个回风口分散了出口流线,促使气流中携带的污染物分散排出,可避免部分回风口附近出现污染物聚集堆积的现象。
在温度云图25中,不同的颜色代表不同的温度。由于生产设备的发热量,设备附近的空气被加热并达到较高温度。但操作人员的工作区域温度控制在21℃~24℃范围内,对室内工作人员来说是舒适的。
从温度场图像可知,较高温度主要集中在两个圆柱体轧制锟筒表面、薄膜上表面大部分区域以及薄膜下表面小部分区域。在洁净室温度场俯视图25(a)中薄膜两侧以及温度场正视图25(b)中薄膜上下面的温度分布可以看出还存在其他几处温度较为集中的小区域。这可能是由送风口气流冲击薄膜产生的漩涡导致热量的堆积造成的。但是总体而言,薄膜附近环境所处温度较为均匀,可以满足BOPET薄膜生产过程需要相对恒定的温度的条件。“上下送风,左右回风”的新型送风方案在一定程度上保证了薄膜所需的恒定温度环境,避免产生局部高温或局部低温的不利现象。
3.4. 洁净效果测试
为了检验BOPET车间新气流模式的效果,必须对洁净室的洁净等级进行测试。
根据ISO14644-1 [2],等级是指每单位体积内某些微米大小颗粒的最大允许数量。ISO14644分类可由公式计算,
. (11)
其中,
为每立方米允许的最大粒子数,等于或大于特定的粒子尺寸;N为ISO等级编号;D为颗粒尺寸(微米)。
在本研究中,按照GB/T16292-2010标准 [18] 使用清洁度测试仪记录颗粒浓度和等级。试验流量为2.83 L/min。
在运行状态下,设备每15分钟会进行一次排烟,这可能会增加车间的颗粒浓度。
如图26所示,在运行状态下,正常状态洁净等级为1000级(等于ISO 6级),排烟后为10,000级(等于ISO 7级)到100,000级(等于ISO 8级)。因此,新设计可以满足BOPET行业洁净室的要求。
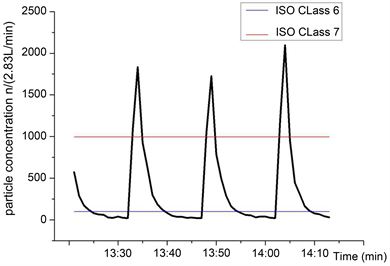
Figure 26. Workshop particle concentration changes (≥0.5 μm)
图26. 车间颗粒浓度变化(≥0.5 μm)
4. 结论
BOPET薄膜生产洁净车间的气流组织形式对该薄膜生产环境有着巨大影响。CFD仿真结果表明,新型通风方案结合了传统气流模式的优点,气流占据了整个房间,流线非常规则,同时提供了最大的有效洁净区,能在生产中保证薄膜上下两面的洁净程度。
这种新方案已经在BOPET薄膜生产车间设计中得到了应用。为了进一步的验证,我们建立了一个更加贴合实际的、工作状态下的生产车间简化模型,通过模拟结果与实测数据的对比,考虑到误差的存在,CFD仿真模拟结果依然对车间气流分布、速度场、温度场预测有较高的准确性与可靠性。最后使用洁净度测试仪对车间运行状态下的洁净度进行测试,正常状态下车间的洁净等级稳定在1000级(ISO6级),排烟状态下处于10,000级(ISO7级)至100,000级(ISO8级),能够满足BOPET薄膜生产的洁净度要求。
NOTES
*通讯作者。