1. 引言
在机械企业中,制品以各种不同的形态大量地存在于各个工艺阶段。这些制品既是保证生产连续不断地进行所不可缺少的,又直接影响企业流动资金的使用和周转效率 [1]。在制品存在于生产过程中各个环节,如毛坯、半成品和制件等 [2]。在制品库存的存在,历来利弊共存。如果没有在制品库存的介入,两个顺序相连的加工工段的生产节拍必须完全相同,否则就会产生干涉 [3]。合理地控制在制品、半成品的储备量,做好保管工作,使它们不受损坏,可以保证产品质量,节约流动资金,缩短生产周期,减少和避免积压 [4]。
航天铆接结构舱段一般由蒙皮 + 框 + 桁条用铆钉铆接而成,如美国航天飞机外贮箱箱间段由8块壁板(2个整体式壁板、6个桁条 + 蒙皮的壁板)、2个端框、5个中间框(1个主承力中框、4个普通中框)和若干标准件(铆钉、螺钉)等组成 [5]。蒙皮和桁条一般通过装配孔进行协调装配,蒙皮上的装配孔由钣金制造车间用蒙皮样板钻制,桁条上的装配孔由装配车间在桁条钻孔机上钻制。由于产品技术状态更改或者产品结构优化,客户下发更改单更改图纸,基于节约成本避免报废,蒙皮制品可用,桁条制品报废(桁条变长无法返修)或返修,按新图返修长度和钻制装配孔。
为防止装配孔协调出错,本文结合现有产品特点,提出两种解决方案,并从装配可行性、操作难易程度、装配质量、生产效率等方面分析两种方案的优劣,并最终形成工艺方案,落实到数控程序、工艺规程和质量控制卡等工艺文件中。
2. 制品及装配工艺分析
蒙皮桁条上分别打装配孔是确保桁条装配位置和精度的保证,装配孔位置出错或者不协调将直接影响桁条定位精度,进而影响产品装配质量,导致返工或者报废,不仅影响生产效率,还使生产成本增加。
桁条新图更改与旧图相比有两种:① 桁条长度不变,铆钉孔间距变化,如图1所示;② 桁条长度改变、定位尺寸改变,如图2所示。
蒙皮制品可用,上面的装配孔Φ2.5已按老图制出,桁条上的Φ2.5孔是按新图钻制。导致型架上装配时蒙皮和桁条上的装配孔不协调,两孔位置相距较近,即使按工艺规范可上下移动桁条(±1 mm)、借孔铆接也无法保证两孔同心,会出现八字孔,如图3所示,数量较多,影响装配强度,极有可能导致产品报废,故急需进行工艺改进,保证装配质量。
3. 制品使用工艺方案
对蒙皮装配孔和桁条装配孔协调性进行工艺方案探究,采用更改单下发后图纸制桁条上的装配孔肯定与旧蒙皮不协调,若仍采用旧桁条图纸,因桁条长度进行了修改,铆钉底孔位置与原来相比差别较大,无法按旧图制孔。为最大限度避免装配孔协调出错,提高产品质量、降低成本。提出两种工艺方案:① 据蒙皮装配孔尺寸架下配制桁条装配孔;② 桁条架下制孔时留出装配孔位置,架上试装后再钻制。
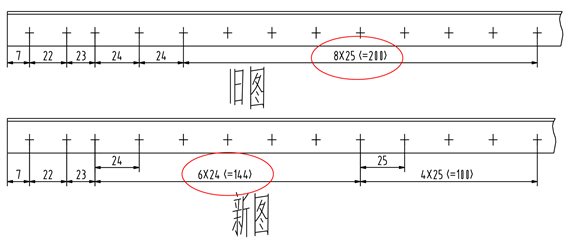
Figure 1. Change diagram of rivet hole spacing of stringer
图1. 桁条铆钉孔间距改变图
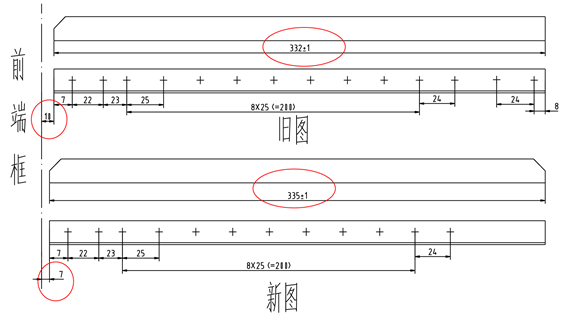
Figure 2. Stringer length change diagram
图2. 桁条长度改变图
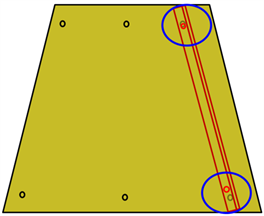
Figure 3. Schematic diagram of skin and stringer assembly
图3. 蒙皮与桁条装配问题示意图
3.1. 方案一:据蒙皮配制桁条装配孔
蒙皮上的装配孔已经制出无法更改,只能更改桁条上的装配孔。装配总图中有桁条与蒙皮间距离的理论值,旧蒙皮样板图纸上有蒙皮装配孔的理论位置,据此计算出桁条上与旧蒙皮匹配的装配孔位置的理论值,编制数控程序。为了避免装配孔位置与桁条上其他导孔距离较近,还需对计算出桁条装配孔的理论值进行校验,保证两个铆钉孔的距离 ≥ 10 mm,工作流程图如图4所示。

Figure 4. Theoretical calculation flow chart of stringer assembly hole prepared according to skin
图4. 据蒙皮配制桁条装配孔理论计算流程图
这种工艺方法理论计算较复杂、操作容易,但因是理论计算值,实际装配位置会与理论值存在偏差,存在偏差的环节有:蒙皮实物与图纸存在偏差、蒙皮实际装配孔与图纸存在偏差、蒙皮架上定位时与端框距离与理论值存在偏差、桁条长度与图纸存在偏差、桁条与端框距离与理论值存在偏差,五个环节偏差,累计误差可能会≥2 mm,那么即使按理论计算位置制桁条装配孔,也不能完全保证与蒙皮装配孔协调。
五个环节存在偏差,我们必须想办法减小偏差,其中蒙皮装配孔的位置可根据实物测量,这样就会消除两个偏差,桁条装配孔位置精度会提高,如图5所示。因桁条装配孔的位置可能会改变,为避免大范围修改桁条数控程序,所以将桁条上装配孔程序与其他底孔程序区分开来,分两次钻制,桁条装配孔数控程序如图6所示。
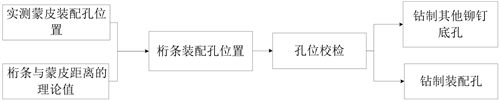
Figure 5. Actual measured value stringer assembly hole process
图5. 实际测量值桁条装配孔工艺流程
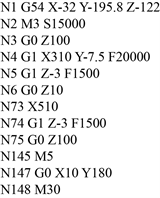
Figure 6. Numerical control program of stringer assembly hole
图6. 桁条装配孔数控程序
3.2. 方案二:桁条架下预留装配孔,架上钻制
为了避免测量、加工环节出现的偏差影响装配协调性,保证桁条装配孔与蒙皮装配孔百分百匹配,最优的是桁条上的装配孔零件钻导孔时不制,待架上装配时配钻。桁条上装配孔位置需轴向和轴向两个尺寸才能完全定准,周向尺寸可用蒙皮装配孔定位,轴向尺寸可用相邻装配孔相邻两孔间的连线确定,如图7所示。具体操作步骤为:桁条上装配孔架下不制→架上装配前连接桁条装配孔之间的连线→蒙皮上放置桁条使连线通过蒙皮装配孔中心→从蒙皮上装配孔向桁条上点点→桁条装配孔位置确定→拿下钻制桁条装配孔→蒙皮上定位桁条。

Figure 7. Drilling assembly hole drawing on stringer frame
图7. 桁条架上钻制装配孔图
这种装配方式,桁条钻导孔时不用钻制装配孔,一根桁条也仅有一种数控程序,桁条钻导孔容易,架上装配操作困难,但能保证装配质量。
3.3. 方案对比
现从操作难易程度、装配协调性、计算难易性、工作效率、装配协调性四个方面比较两种方案的优劣,详见表1,综合比较:方案一计算难、架上装配操作容易,但无法保证百分百装配协调。方案二装配协调性好,架上装配操作稍难。综上比较,在保证产品质量的前提下,选用方案二是较好的。即桁条架下装配孔不制,待架上装配时与蒙皮上的装配孔配制。
4. 应用效果及推广应用
应用方案二,架上装配桁条,根据蒙皮装配孔配制桁条装配孔,保证了两装配孔百分百中心同心,没有出现八字孔,装配质量较好。为后续旧蒙皮装配提供了装配方案,保证了产品质量,使蒙皮制品能够正确使用,节约了原材料成本。
本文是因客户图纸更改导致制品装配不协调,通过调整装配工艺的方式保证了产品的协调使用,舱段装配车间蒙皮还会存在以下类型的制品:
1、 桁条取消导致蒙皮上装配孔多出,在不影响壳体强度的前提下,可采取堵孔的方式使用制品。
2、 支架位置的改变导致蒙皮上多孔,若多孔数量较多且集中在同一区域内,可采取增加垫板的方式堵孔。
3、 产品进行了转阶段,按原阶段生产的制品可进行图纸比对,若尺寸一致则办理相应手续并经客户认可后可使用。
制品总是不可避免的存在,在不影响产品装配性能的前提下,针对不同类型的制品采取不同的方式来保证产品的装配质量。
5. 结束语
蒙皮制品可用导致了和新桁条装配孔不协调性,为提高装配质量,制定了两种制品使用方案,并综合比较了两种方案的优劣,通过架上配制桁条装配孔,避免了蒙皮桁条装配孔不协调问题,保证了制品的正确使用,装配质量满足图纸要求,得到了客户认可,节约了生产成本。最后针对不同类型的制品,给出了制品使用的方法。
本文仅针对蒙皮、桁条类制品的再利用方法进行初探,对于舱段内还存在类似支架、框、梁等多种类型的制品,后续可进行该类产品的制品梳理,并进行归类划分,针对不同类型的制品给出再利用方案。