1. 引言
SWRH82B盘条是生产高强度、低松弛预应力混凝土结构用钢丝和钢绞线的主要材料,广泛应用于高层建筑、桥梁搭建、石油化工、铁路、机场等重大工程项目 [1],要求盘条必须有足够的强度、面缩率和良好的拉拔性能 [2] [3]。因而不但要求有稳定的化学成分、纯净的钢质,同时要求有较高的索氏体含量和均匀的金相组织,对连铸坯质量也提出了更高的要求 [4] [5]。某钢厂根据公司产品结构调整的要求,结合现有装备条件,对化学成分控制、转炉冶炼、LF精炼、RH真空处理、连铸进行分析研究,开发完成了SWRH82B连铸生产工艺流程,为后续金属制品公司的盘条产品开发提供合格连铸坯料。
2. 盘条技术要求
因加工工艺不同,不同的钢绞线、钢绳生产厂对热轧盘条的要求也不尽相同 [1] [2] [4] [6]。该厂结合某钢绳厂对SWRH82B热轧盘条的质量及使用性能要求,设计了盘条的化学成分(见表1),力学性能指标(见表2),明确盘条的金相组织主要为索氏体,索氏体化率 ≥ 85%,非金属夹杂物评级要求(见表3)以及连铸坯低倍组织要求各类缺陷级别应不大于2.5级。

Table 1. Chemical composition of hot-rolled coil design (mass percentage)/%
表1. 热轧盘条设计化学成分(质量百分比)/%
Table 2. Mechanical properties of hot-rolled coil
表2. 热轧盘条的力学性能
Table 3. Non metallic inclusions in hot-rolled coil/grade
表3. 热轧盘条非金属夹杂物评级/级
3. 试验条件
3.1. 工艺流程
每个工厂都会结合各自的工艺装备条件采用不同的生产工艺 [7] [8] [9] [10],该厂生产SWRH82B的工艺流程为:铁水预处理–转炉冶炼–炉后吹氩–LF精炼–RH真空处理–3#方坯连铸(160 mm × 160 mm)–金属制品公司线材生产线轧制。
3.2. 炼钢主要装备情况
炼钢厂生产SWRH82B的主要工艺装备及性能参数如表4。
Table 4. Main equipment parameters and performance characteristics
表4. 主要装备参数及性能特点
3.3. 关键工序工艺控制要求
3.3.1. 转炉冶炼工艺
采用脱硫半钢冶炼,入炉半钢S ≤ 0.010%,转炉终点[C] ≥ 0.05%、[P] ≤ 0.010%,出钢温度 ≥ 1640℃,出钢过程加顶渣料活性石灰和萤石进行混冲,根据终点碳含量加入一定量的硅铁脱氧,小平台喂入一定量铝线,采用滑板挡渣工艺严格控制出钢过程下渣量,转炉下渣层厚度控制在80 mm以内。
3.3.2. LF精炼工艺
根据小平台S含量加活性石灰、石英砂、精炼调渣剂,目标碱度2.0~3.0。钢水出站S ≤ 0.008%,出站前喂入硅钙线进行钙处理,出站温度按1570℃~1580℃控制。
3.3.3. RH真空处理工艺
真空度 ≤ 3 mbar的处理时间 ≥ 14 min,真空处理总时间 ≥ 18 min,出站前喂入硅钙线进行钙处理,后软吹氩 ≥ 5 min,RH出站温度按1520℃~1530℃控制。
3.3.4. 连铸工序
连铸坯的质量对最终产品性能有很大影响 [4] [5],为确保获得良好的铸坯凝固质量,连铸采用塞棒控流、液面自动控制等工艺技术,浇铸过程采用严格的全程保护浇铸技术,浇注过程塞棒不吹氩,中间包采用PC-1和碳化稻壳双层覆盖剂中间包目标温度按1490℃~1505℃控制,要求过热度不大于30℃ [4],采用高碳钢结晶器保护渣,二冷采用R4A水表,比水量为0.6 l/Kg,采用结晶器和凝固末端电磁搅拌,拉速按1.60~1.90 m/min (目标1.80 m/min)控速,保持恒速浇铸。
4. 试验过程控制情况
4.1. 成分控制
4.1.1. 过程硫控制
入炉硫均满足≤0.010%的控制要求,601262、701172由于转炉上炉冶炼钢种为钢筋钢,回硫较多(回0.011%),成品硫最高0.009%,全部满足0.010%的内控要求。各工序点的硫控制情况如图1所示。
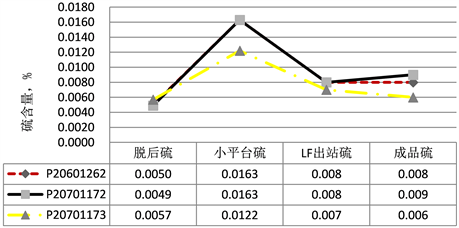
Figure 1. Process sulfur control diagram
图1. 过程硫控制图
4.1.2. 过程主要成分控制
各工序根据要求,对不同的化学成分进行控制,转炉成分控制以LF进站样为准,LF出站成分与目标值偏差基本在0.02%以内,RH再进行微调,到达目标成分,满足试验要求,详细成分控制情况见表5。
Table 5. Main chemical constituents of processes (mass percentage)/%
表5. 工序主要化学成分(质量百分比)/%
4.2. 过程温度控制
考虑中包第一炉温降,过程温度控制偏高,导致中包温度超上限,各工序过程温度控制见表6,中间包温度控制如图2。
4.3. 拉速控制
为对比拉速对质量的影响,前2炉拉速按1.60 m/min控制,第3炉拉速按1.8 m/min控制,如图3所示拉速控制较为恒定。
5. 试验结果
5.1. 化学成分
试验生产SWRH82B成品碳、硅、锰、铬、磷、硫均满足内控要求,成分精度合格率100%。化学成分全部控制在内控要求范围之内(检验结果见表7)。
Table 7. Composition of finished wire rod (mass percentage)/%
表7. 盘条成品成分(质量百分比)/%
5.2. 铸坯低倍及偏析
按YB/T 153的规定对连铸坯进行低倍组织检验,低倍检验结果较好,铸坯表面及内部未见明显的缺陷,中心偏析和中心疏松均为0.5级,铸坯低倍见图4。
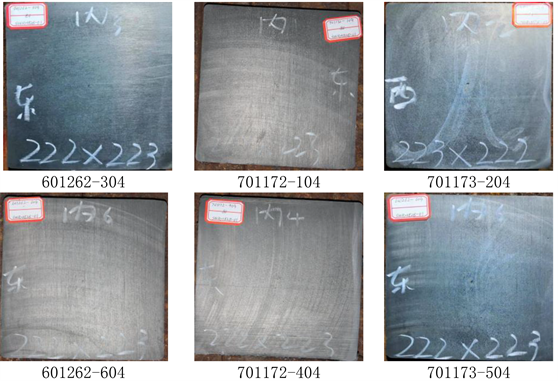
Figure 4. Macroscopic structure of cast billet
图4. 铸坯典型低倍
在160 mm × 160 mm铸坯横断面上取钻样进行了碳偏析测试,铸坯钻样点如图5,铸坯碳偏析指数分布见图6。由图6可以看出在拉速为1.6 m/min和1.8 m/min情况下的铸坯碳偏析差别不大。

Figure 5. Diagram of drill-like location
图5. 钻样位置示意图
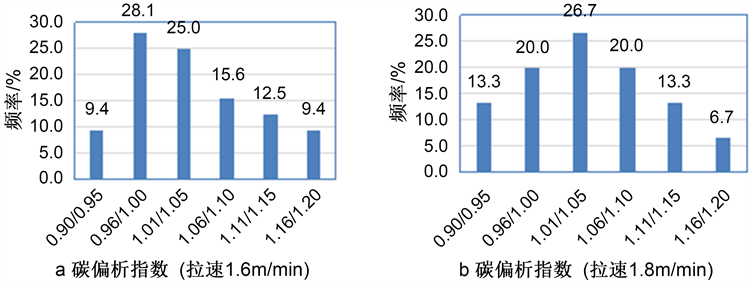
Figure 6. Segregation distribution of cast billet
图6. 铸坯偏析分布
5.3. 轧制盘条质量情况
连铸坯经金属制品公司轧制成φ12.5的盘条,按照GB/T13298-91《金属显微组织检验方法》 [11] 及QN/ZH-10.7.3-2003《中高碳无扭控冷热轧态盘条中心渗碳体网评定方法》,进行金相试样制备和金相组织观察分析。并对盘条力学性能、脱碳层、非金属夹杂、索氏体化率等进行检验,抗拉强度1152.5~11186.5 Mpa,断面收缩率30.5%~36.5%,索氏体化率85%~90%,脱碳层 ≤ 0.10 mm,盘条偏析1.0~3.0级,晶界渗碳体1.0~1.5级,心部M在0.5~2.0级,夹杂物评级均在0.5级以内,各项指标均满足协议要求。主要指标如表8所示,盘条典型金相组织见图7。
Table 8. Main performance indicators
表8. 盘条主要性能指标
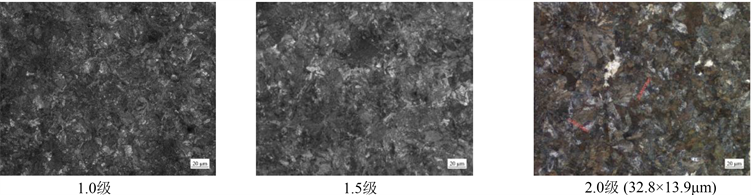
Figure 7. Typical metallographic structure of wire rod
图7. 盘条典型金相组织
6. 结论及建议
1) 钢厂目前装备具备生产SWRH82B的能力。生产工艺顺行,成品成分精度控制良好,全部在内控范围内,所生产铸坯低倍检验结果良好,完全满足技术协议要求。
2) 盘条的力学性能平均1152.5~11,186.5 Mpa,断面收缩率30.5%~36.5%,索氏体化率85%~90%,盘条的非金属夹杂物评级在0.5级以内,控制较好,完全满足技术协议要求。
3) 盘条金相检验存在1.0~1.5级的晶界渗碳体,0.5~2.0级的心部M马氏体,分析认为与铸坯偏析有一定关系。
4) 铸坯偏析指数在0.90~1.20波动,过程温度控制偏高,不利于偏析控制,下一步将降低连铸浇铸温度。