1. 引言
目前,市场对微结构材料的需求越来越大,尤其是在光学照明、生物医疗、立体显示和包装、光伏发电等领域这一趋势越来越明显,微结构材料制造技术的进步也在不断促进这一领域的发展。但是微结构材料制造仍存在许多问题,如工艺周期长、微结构一致性差、设备投资巨大等都使微结构材料制造的工业产业化存在一定技术风险 [1] [2] [3] [4] [5]。
本文基于柱镜光栅微结构的热压成型试验,提出新的聚合物PET表面微结构滚动热压连续成型工艺,并设计出实现该工艺条件的微结构滚动热压连续成型设备,为进一步实现聚合物PET微结构滚动热压成型技术的产业化进行实验研究,为滚动热压成型技术发展提出可行可靠的规划。
2. 实验部分
2.1. 实验方案
2.1.1. 柱镜光栅微结构热压成型工艺实验
对于结晶型聚合物PET,采用模具温度低于聚合物的非等温热压成型工艺,模具起到冷却的作用,更利于微结构的定型。实验所研究的影响因素有三个:模具温度、聚合物温度、运行速度,设定模具温度恒定不变,其他每个因素赋予三个水平的值,影响因素数值如表1所示。实验方案中各因素的水平由查阅相关文献和预先的实验确定,聚合物温度设定最高为160℃是因为此温度为保证聚合物PET不会过度融变而被拉断可取的最高温度 [6] [7] [8]。
采用75线(1英寸宽度有75个柱镜光栅柱)柱镜光栅微结构模具作为热压成型模具,模具数据为线宽0.3368 mm,高度0.0487 mm,主要分析聚合物PET滚动热压成型柱镜光栅微结构工艺是否具备可行性。
2.1.2. 不同结构柱镜光栅微结构热压成型实验
采用模具温度低于聚合物PET温度热压成型实验方案,分别对75线、155线两种不同规格的光栅线数置于同一个模具上,同时进行热压成型,测试不同线数柱镜光栅微结构的高度、宽高比对热压成型的影响,柱镜光栅微结构如图1所示,不同线数柱镜光栅微结构数据对比表如表2所示。

Table 1. Experimental values of influencing factors
表1. 影响因素实验设定数值表

Figure 1. Microstructure of cylinder lens grating
图1. 柱镜光栅微结构示意图
Table 2. Microstructure data of cylinder lens gratings with different line numbers
表2. 不同线数柱镜光栅微结构数据
2.2. 实验设备
柱镜光栅微结构热压成型设备工艺设计方案采用挤出连线热压成型工艺,热压成型设备的基本设计方案:采用现有成熟挤出工艺生产的PET光面基片,通过设计加装加热和成型组件,使得PET光面基片直接通过烘箱加热区域进行加热,加热后的PET光面基片进入热压区,柱镜光栅微结构模具(辊筒)热压PET光面基片,同时微结构辊筒内部设计冷却水道,可以起到冷却定型的作用;斜上设计牵引辊能最大限度提高材料在微结构辊筒上的定型时间,整体方案是具备可操作性的,可以通过该方案加工多种复杂微结构材料,设计方案如图2所示。
2.3. 实验仪器
表面轮廓仪SMB-9,分析软件FGA41VE1920C,用于测试和分析柱镜光栅微结构轮廓;
点温计TES-1310,用于测试材料、烘箱等的温度。
2.4. 实验材料
本实验采用的聚对苯二甲酸乙二醇酯(PET)基片为挤出设备在线生产,PET原料牌号为普拉斯公司66151。PET材料有高强度,但缺口抗冲击韧性一般,能承受抗拉应力。低温时可变脆,化学稳定性、电气性能优良。PET微结构器件可应用于多种场合和领域,材料性能参数如表3所示。
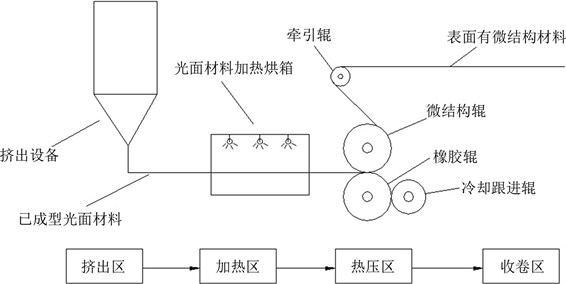
Figure 2. Design of hot pressing equipment for cylinder lens grating microstructure
图2. 柱镜光栅微结构热压成型设备设计图
Table 3. Main performance parameters of PET materials
表3. PET材料的主要性能参数
3. 结果与讨论
3.1. 热压成型工艺分析
热压成型实验结束后用表面轮廓仪SMB-9测试PET表面柱镜光栅微结构的成型情况,采用测试软件FGA41VE1920C进行分析。具体测试方法:取PET热压成型基片截面进行测试,用柱镜光栅微结构热压成型的高度来表示其复制率(复制精度),所谓复制率是指柱镜光栅微结构热压成型的高度与模具高度的比值(取百分比表示),复制率越高表示柱镜光栅微结构热压成型效果越好。在热压成型PET基片的左、中、右三个区域各取10个柱镜光栅微结构轮廓高度,取其平均值来表征整体的复制率。其结果如表4所示。
Table 4. Experimental results of hot pressing PET
表4. PET热压成型实验结果
由实验数据分析可知,模具温度恒定25℃,加热聚合物PET到融变较大时 [9],热压成型的柱镜光栅微结构效果很好,聚合物PET温度和运行速度对柱镜光栅微结构的高度影响都很明显;同样温度下,速度越慢成型效果越好,同样速度下,温度越高成型效果越好。由以上分析可知,通过加热聚合物PET热压成型柱镜光栅微结构是可行的。
由于所使用的表面轮廓仪SMB-9是接触式测试方式,轮廓仪SMB-9测试的结构可以完全表征聚合物PET表面的结构,以聚合物PET温度160℃,3.5 m/min、4 m/min、4.5 m/min三个不同速度的结构为测试依据,如图3所示,柱镜光栅微结构的复制效果很好,复制率都在80%以上,同时可以看到光栅的弧线是非常光滑的,可以满足柱镜光栅微结构器件的使用要求 [10]。
 (a) 运行速度3.5 m/min测试图
(a) 运行速度3.5 m/min测试图  (b) 运行速度4 m/min测试图
(b) 运行速度4 m/min测试图  (c) 运行速度4.5 m/min测试图
(c) 运行速度4.5 m/min测试图
Figure 3. Profile test chart at different operating speeds
图3. 不同运行速度下的轮廓测试图
通过分析聚合物PET的热压成型实验研究认为,对于滚动热压印成型工艺来说,模具温度低于聚合物PET温度(加热)的非等温热压成型工艺具备可行性,柱镜光栅微结构复制率高、结构稳定,成型过程运行速度3.5 m/min,温度140℃~160℃,脱模无缺陷,工艺稳定可靠。
3.2. 不同线数柱镜光栅微结构成型效果
热压成型实验结束后用表面轮廓仪SMB-9测试,选取聚合物PET温度为160℃,运行速度为3.5 m/min的数据进行对比。其结果分析如表5所示。
Table 5. Hot pressing results of grating microstructure of cylinder lens with different line numbers
表5. 不同线数柱镜光栅微结构热压成型结果
通过以上测试结果分析可知,同样的工艺条件下,不同线数的柱镜光栅微结构,高度越小的微结构越能获得更好的复制效果,宽深比越大的微结构越能获得更好的复制效果。
4. 结论
1) 对于滚动热压印成型工艺来说,模具温度低于聚合物PET温度(加热)的非等温热压成型工艺具备可行性,柱镜光栅微结构复制率高、结构稳定,成型过程运行速度3.5 m/min,温度140℃~160℃,脱模无缺陷,工艺稳定可靠;
2) 对于不同高度的柱镜光栅微结构,高度越小的微结构越能获得更好的复制效果,宽深比越大的微结构越能获得更好的复制效果。