1. 引言
交通运输、海洋、能源等行业的制造装备正在向大型化、重型化发展,厚板、大厚板构件的应用越加广泛。传统焊接技术应用于厚板时常采用多层多道焊接、生产效率低、热输入高、焊缝质量差。间隙焊接是是适用于厚板焊接的一种先进焊接工艺。但是窄间隙焊接过程中坡口尺寸较小,坡口侧壁约束了焊枪的摆动角度,焊接电弧不能直接作用于侧壁,导致该焊接工艺易发生侧壁融合不良的焊接缺陷,这严重限制了厚板焊接构件的发展,阻碍装备大型化的进程。
为了改善厚板结构焊接工艺,国内外研究者们开发了双丝焊、旋转电弧焊接、摆动电弧等适用于厚板的新型窄间隙焊接工艺。日本的小野英彦等学者对波浪式焊丝摆动电弧NG-GMAW工艺做了研究 [1] [2]。该方法使用弯丝装置使焊丝发生预弯曲,从而熔化时焊接电弧在坡口内往复摆动,使焊接热量在坡口内合理分配,提高焊缝成形质量。国内,唐新华等人设计了新型摆动电弧NG-GMAW焊枪,构建了完整的焊接系统,研究了NG-GMAW在平焊及横焊中的应用 [3]。林三宝等人研究了在立焊工艺中摆动参数对焊缝熔宽及中间凸起高度的影响 [4]。旋转电弧同摆动焊接电弧工艺一样用来解决间隙侧壁熔合不良缺陷。日本NKK开发了高速旋转电弧窄间隙焊接工艺,通过电机与啮合齿轮连接,驱动导电杆、导电嘴做旋转运动,焊丝通过导电嘴的偏心孔伸出并随之高速转动 [5]。但是,上述焊接工艺结构复杂,焊丝与导电嘴磨损严重,限制了其实际应用。目前国内外研究者已将磁控技术用于窄间隙钨极氩弧焊(NG-GTAW)和NG-GMAW工艺中,并取得了一定成果。巴西学者Cicero利用简单的磁场发生装置,开展了磁控NG-GTAW工艺实验 [6],认为磁控摆动电弧可以显著改善焊缝成形,增加焊道表面下凹程度。乌克兰Belous等人使用磁控NG-GTAW焊接厚度超过20 mm的钛合金 [7] [8],结果发现在一定磁场强度范围内时,可以获得稳定、良好的焊缝。
目前关于外加磁场摆动电弧窄间隙焊接的研究着重于对磁场特征与焊缝成形质量改善效果之间关系及焊接过程监控手段的研究,没有分析磁场对熔池行为的热–力作用机制,对磁场辅助NG-GMAW机理的研究仍不充分。本文通过数值分析的手段研究外磁场对焊接热源形态的影响规律,以揭示外磁场作用下焊接能量在窄间隙粕库内分配机理,为外磁场辅助窄间隙GTAW提供理论指导。
2. 数值分析模型
所建立的模型计算区域如图1所示,计算区域包括工件、窄间隙坡口及钨极三个区域,工件尺寸为20 * 20 * 12 mm,坡口间隙宽10 mm,钨极尖端距工件4 mm。使用Ansys Fluent17.0在整个计算区域开展计算。全局使用六面体结构网格,网格最小尺寸0.2 mm,网格数量50万。使用Simple算法。计算质量守恒方程、能量守恒及动量守恒方程,考虑各区域的实际物理现象,各区域的动量、能量方程使用不同原项。统一计算电磁守恒方程,实现热场、流场与电磁场的耦合。使用VOF方法追踪两相界面。计算工艺参数为焊接电流220 A,焊接速速沿X轴正向0.0014 m/min,钨极尖端直径1.6 mm,保护气流量25 L/min,外部磁场磁感应强度B为8 mT,频率H为10 Hz。
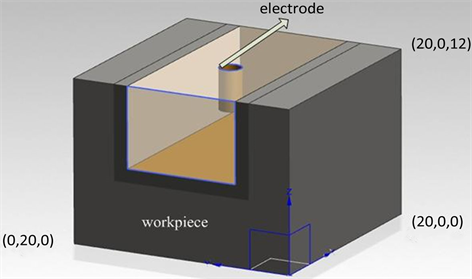
Figure 1. Schematic diagram of computational domain
图1. 计算区域示意图
3. 结果与讨论
3.1. 窄间隙坡口对焊接电弧的影响
图2显示了横向与纵向对称面上(x = 0与y = 0截面)焊接电弧速度场分布。在y = 0的截面上(纵向截面),电弧等离子体接近于圆柱体分布,在靠近工件部分有所发散,而在x = 0截面上(横截面)焊接电弧呈现倒圆锥状,在接近工件表面处开始发散,对比可以看出,焊接电弧在横向的自由扩展收到约束,尤其是子啊低速区域比较明显。该现象的主要原因是窄间隙侧壁的存在对焊接电弧具有机械压缩作用,但是由于本文模拟的窄间隙侧壁间距10 mm,对焊接电弧的压缩作用不大。焊接电弧等离子体的横向运动受到约束,而纵向自由扩展,其在坡口底面的传导热量分布规律失去了轴对称特性,变为横向短、纵向长的椭圆形,如图3所示。在该热源特性作用下,焊接熔池亦呈现相同形状规律。
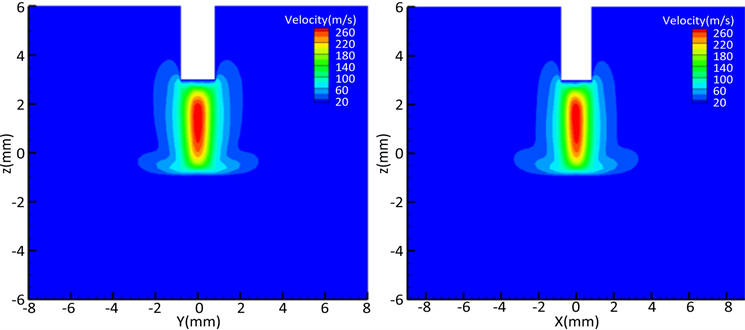 (a) x = 0 (b) y = 0
(a) x = 0 (b) y = 0
Figure 2. Velocity distribution of plasma arc at the longitudinal and transverse planes of symmetry (B = 0)
图2. 横向与纵向对称面上焊接电弧速度场分布(B = 0)
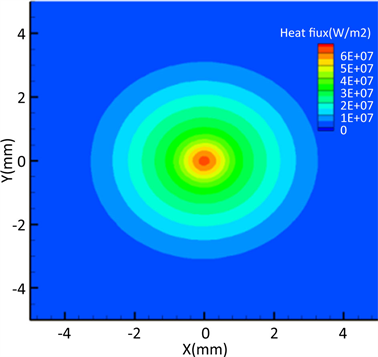
Figure 3. Conductive heat flux at the bottom of the groove (B = 0)
图3. 坡口底面热流密度分布(B = 0)
3.2. 外部磁场对焊接电弧的影响
外部交变磁场方向为纵向、与焊接方向相同。焊接电弧等离子体在洛伦兹力作用下偏向坡口侧壁。外部交变磁场为8 mT时,焊接温度场分布如图4所示。常规窄间隙GTAW焊接电弧的轴线竖直、且在对称面上,焊机欸单户高温区域主要作用于坡口底面,坡口侧面主要接触焊接弧柱的侧面低温区域。图4可以看出,施加外部磁场后,焊接电弧的轴线偏离原来位置,转向坡口侧壁,同时焊接电弧作用区域发生显著变化,部分焊接电弧直接作用于坡口侧壁,而作用于坡口底部的焊接电弧高温区面积减小,即焊接电弧热量在坡口底部与侧壁间的分配比例发生了变化。坡口侧壁热输入增加,坡口底面热输入减少,这显著改善了坡口侧壁未熔合的焊接缺陷,减小了焊接坡口底部的熔深。当继续增加外加磁场感应强度时,焊接电弧在更大的洛伦兹力作用下将发生更大角度的偏转,使焊接电弧的高温区域直接作用于坡口侧壁,使侧壁在相同工艺参数条件下获得更多热量,从而避免了熔合不良现象的发生。
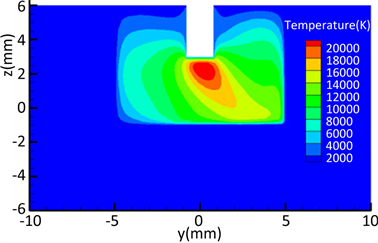
Figure 4. Temperature distribution of the plasma arc at transverse plane of symmetry (B = 8 mt, H = 10 Hz)
图4. 横向对称面上焊接电弧温度场分布(B = 8 mt, H = 10 Hz)
4. 结论
由上述焊接温度场和速度场的变化规律可得出如下结论:
1) 窄间隙侧壁对焊接电弧具有拘束作用,改变了焊接电弧的轴对称特性,进而影响焊接电弧在坡口表面的热量分布规律。
2) 外部纵向磁场度焊接电弧等离子体产生的洛伦兹力使得焊接电弧偏向侧壁,增大侧壁热输入面积,减小坡口底部的受热面积,这将有效改善窄间隙GTAW的焊缝成型。
致谢
感谢河南省高等学校重点科研项目支持。
基金项目
河南省高等学校重点科研项目No. 18A460011。