1. 引言
半导体硅材料是制造大规模集成电路芯片和半导体器件的基础材料,随着IC工艺的不断发展,IC技术已经迈入了纳米电子时代,对半导体硅片的加工质量要求越来越高。半导体硅片的加工一般经过切割、研磨、腐蚀、抛光及清洗等加工流程,多线切割后硅片表面损伤的程度和深度是硅片质量的关键问题之一,直接决定了后续研磨及抛光工艺的加工工艺时间,进而影响整个加工流程的成本。对切割后硅片表面损伤层的研究,可以对后续研磨加工提供理论上的依据,指导后续工艺的开发。
硅片表面损伤层从表面开始,大体分为三个区域:非晶多晶嵌镶层、微裂纹层和弹性畸变层,对于线锯加工,微裂纹层损伤 [1] 占据主要部分,文献 [2] 分析线切割单晶硅片亚表层损伤深度与微裂纹损伤层的关系及分布规律,指出硅片微裂纹损伤层占据整个亚表层损伤深度的75%。
硬脆材料切割后损伤层的检测方法主要还是以实验法为主,常用的检测方法有择优腐蚀、分步腐蚀、截面显微镜法、X射线衍射、激光散射等 [3]。本文通过利用粗糙度仪研究了两种不同类型切割钢丝切割后硅片表面的粗糙度情况,之后对切割后的硅片进行研磨和腐蚀,分析两种不同类型切割钢丝损伤残留的深度,并对所得结果进行分析讨论。腐蚀方法的检测原理是基于缺陷引起的局部应力场促进腐蚀速率加快,出现速率差。腐蚀采用碱腐蚀的方式是因为相比酸腐蚀,碱腐蚀的腐蚀速率更容易控制 [4]。
2. 游离磨料多线切割技术及切割钢丝种类
游离磨料多线切割是广泛应用在硬脆材料切割方面的技术,其主要工作原理为主辊带动按照一定宽度布置的线网往复移动,并在线网上携带砂浆管喷出的砂浆,钢线带动磨粒沿着切削面做滚动,同时预制张力的钢线将磨粒嵌入到切削表面,形成微裂纹,进而实现单晶硅材料的去除。
游离磨料采用的切割钢丝是通过金属拉拔变形技术,将盘条通过不同的加工工序,最终拉至Φ 0.08~0.20 mm的一种表面镀铜锌合金的超精细钢丝 [5]。其主要的生产工艺流程为:表面处理–粗拉–退火–索氏体化–前处理–镀铜–镀锌–湿拉–包装等步骤,目前按照切割钢丝的形状分为直丝和螺旋钢丝,其中螺旋钢丝的制作方法为将直线形的金属丝制成周期性或非周期性波形,然后将周期性或非周期性波形金属丝通过变形齿轮组二次加工制成具有周期性或非周期性渐变复合式螺旋波形的金属丝 [6]。直丝和螺旋钢丝的对比如图1所示。
3. 试验
3.1. 样品
切割单晶所用样品为同一根拉制截成两段的单晶,单晶长度均为180 mm。

Figure 1. Contrast photos of straight wire and spiral wire
图1. 直丝和螺旋钢丝对比图
直径:150 mm
电阻率:3~25 Ω∙cm
晶向为:<100> 0 ± 0.5˚
切割钢丝所用样品:
采用120L (螺旋线),120Z (直丝)两种规格钢线进行切割,钢线具体规格如表1所示:
3.2. 试验机台
HCT E400-8多线切割
Speedfam 20B双面研磨机
碱腐蚀机
3.3. 工艺参数
两次实验使用相同的工艺参数进行切割,具体参数如表2所示:

Table 2. Wiresaw technological parameter
表2. 切割工艺参数
3.4. 实验方案
使用相同的机台和工艺参数,分别使用不同的两种规格钢线切割两段单晶,对比分析两段单晶切割后硅片的表面损伤情况。切割完成后的硅片按照切割位置进行编号,确定切割顺序,方便统计分析。
4. 结果
4.1. 两组硅片表面粗糙度分析
使用直丝120Z切割完整硅片为190片,和使用螺旋钢丝120L切割完整硅片为188片,其原因为螺旋钢丝的硅片损耗比直丝多8 μm,因此直丝的切割之后完整硅片比螺旋钢丝的完整硅片多两片。
测试时按照切割顺序,每根单晶分别测试编号为5、30、55、80、105、130、155、180各8片硅片,每片5个点的粗糙度情况,其中每片测试点的位置如图2所示,使用粗糙度测试仪为Mitutoyo生产的SJ-210型粗糙度测试仪,取样长度为0.8 mm,测试结果用Ra值和Rz值进行表征,其中Ra、Rz为表面粗糙度的一维形貌参数,Ra为轮廓算术平均偏差,是轮廓上各点高度在测量长度范围内的算术平均值,Rz为取样长度内5个最大轮廓峰高的平均值与5个最大的轮廓谷深的平均值之和。
Figure 2. Silicon roughness test point distribution diagram
图2. 每片硅片粗糙度测试点分布示意图
测试结果如表3~6所示:
Table 3. Spiral wire cutting Ra value statistics
表3. 螺旋钢丝切割Ra值统计
Table 4. Straight wire cutting Ra value statistics
表4. 直丝切割Ra值统计
Table 5. Spiral wire cutting Rz value statistics
表5. 螺旋钢丝切割Rz值统计
Table 6. Straight wire cutting Rz value statistics
表6. 直丝切割Rz值统计
如图3所示,对比两组不同钢丝切割的Ra和Rz值能够发现,使用直丝切割的硅片,Ra值和Rz值在2、4两个位置的值比螺旋钢丝切割大,其余三个位置的值比螺旋钢丝切割小,即用直丝切的同一片硅片内五个不同的点位偏差值更大,这对后续的硅片加工有直接影响。在研磨工序为了将硅片表面所有位置的损伤层去除掉,使用直丝切割的硅片的必须增加研磨去除量,这会减慢研磨的效率,增加研磨成本。

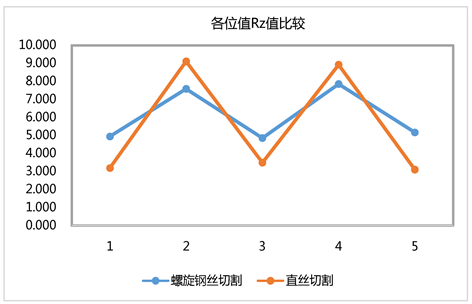
Figure 3. Each position Ra/Rz value comparison
图3. 各位值Ra/Rz值比较
4.2. 研磨腐蚀后损伤层的深度测试
每根单晶编号位置各选取5片硅片按照15 μm/20 μm/25 μm研磨去除量进行研磨,之后使用120℃,浓度为40%的KOH溶液进行腐蚀,腐蚀时间为60 s,腐蚀后观察硅片边缘线痕残留情况。观察设备为奥林巴斯生产的MX50电子显微镜,放大倍数为200。
三组硅片研磨腐蚀后发现,在研磨去除量为15 μm时,两组硅片均有部分残留线痕,使用螺旋钢线切割硅片残留线痕区域比使用直丝切割硅片残留线痕区域少40%,在研磨去除量为20 μm时,使用螺旋钢线切割硅片表面已经没有残留线痕,使用直丝切割硅片表面仍然有残留线痕,研磨去除量为25 μm时,两者均没有明显的线痕残留。
由表7所示,使用直丝钢线切割后的硅片两面边缘总损伤的深度为20~25 μm,使用螺旋线钢线切割后的硅片两面边缘总损伤的深度为15~20 μm,在切割边缘位置,磨粒的尺寸最大,磨粒的机械作用变强,嵌入工件变深,单个磨粒产生的切屑体积变大,增加了材料去除率 [7]。但是材料去除率的增大带来的后果是表面粗糙度也跟着增大,这是由于磨粒尺寸越大,其表面积越小,提供给切割液中分散剂和表面活性剂吸附的空间越小,磨粒之间的静电斥力和空间位阻变小,使得线切割液中磨粒的分散性变差,容易产生相对粗糙的表面 [8],因此在硅片边缘位置要比硅片中心区域粗糙度高,螺旋线在经过钢线的变形之后可以携带更多的砂浆,并将更多的砂浆带入硅片中间区域起到磨削得作用,因此硅片中间区域与边缘区域损伤层差距较小,但同样线径的螺旋钢丝的硅损耗也更大,在实际切割中需要根据具体的收率情况选择这两种切割钢丝。
Table 7. Edge after grinding and etching silicon wafer topography
表7. 研磨腐蚀后硅片边缘形貌图
5. 结论
硅晶体的切割过程是通过微裂纹萌生、扩展、交叉实现材料脆性去除,损伤层的深度与参与切割磨粒的数量、钢线的速度以及张力等因素有直接的关系,该深度对后续研磨的加工有重要的影响,因此通过改变原材料等方式来减少损伤层的深度,通过两组切割方式相比较可得到以下结论:
1) 使用螺旋线钢丝切割同一硅片表面内的损伤差异较小。
2) 使用螺旋线钢丝切割的硅片损伤层比直丝切割硅片损伤层小,后续需要研磨加工的去除量也相应减少。
3) 相同线径,螺旋线钢丝的硅损耗比直丝的硅损耗多,切割相同长度的硅单晶,直丝切割实际得到的片数比使用螺旋钢丝得到的片数多。