1. 引言
随着我国港口建设的蓬勃发展,为了满足港口建设和依托港口开辟近海滩涂造地资源,需要对近海滩涂进行围堰吹填,通常采用大型绞吸式 [1] 挖泥船,将泥沙从疏浚区输送至吹填区沉淀方式来提高施工效率。但由于我国漫长海岸线上的主要港口与进港航道的底质复杂多变,常会遇到密实板结粉土、粗砂和硬质粘土的情况,这种难挖的土质直接影响绞吸挖泥船的生产效率和施工进度。同时,我国疏浚市场对绞吸挖泥船的需求量已大于现有绞吸挖泥船船队的生产能力,若建造新船,不仅需要大量资金,而且还需要一定的周期 [2],因此通过技术开发和创新来提高现有绞吸挖泥船的施工效率,是一个亟待解决的问题。
绞刀头作为绞吸挖泥船的主要挖掘设备,安装于绞吸挖泥船绞刀钢结构桥架的最前端。它主要由螺纹轮毂、底圈、刀臂、绞刀齿座以及绞刀齿组成。通过传动轴系与绞刀驱动机构相连接。在挖泥船正常施工中,依靠液压马达等驱动机构通过轴系带动其旋转来实现对水下泥沙层的挖掘,被切削下来的疏浚物与水混合后形成浆体通过与泥泵相连接的吸泥嘴将泥浆抽送并通过输送管道输送到吹填区。绞吸挖泥船的施工作业首先是由绞刀头来完成的。故此,绞吸挖泥船绞刀挖掘性能的好坏,将直接影响船舶的生产效率和施工成本。
影响铰刀挖掘的因素较多,其中一个重要因素就是铰刀齿座的安装角度,不同的工况条件需要确定不同的挖掘角度。目前国内对于铰刀头性能的研究尚处于起步阶段,具有相应自主知识产权的设备和施工工艺较少,为了提高铰刀头的施工效率,本文利用三维柱坐标定位方式来确定铰刀头齿座的定位方法。
2. 齿座安装位置确定
绞刀的主要几何参数有绞刀高度、绞刀外径、刀臂包角、刀臂数、刀臂安装角等。通过对绞刀刀臂在轮廓轴面和平面进行投影得到内外轮廓的曲线,并通过搜集大量资料和曲线拟合的方法将轮廓的投影曲线参数公式化。对参数进行数值定义可在建模软件中绘制出两条空间曲线,再绘制刀臂截面进行扫描可得刀臂实体,最后通过拉伸、旋转、阵列等命令生成绞刀模型 [3]。
2.1. 确定刀齿安装线
在完成绞刀的建模后,通过挖泥船桥架工作角度和绞刀工作位置的几何关系来建立刀齿安装角度的数学模型。当桥架的下放角度为
,绞刀头与切削介质在水平面上的交点为A点,通过A点作垂直于绞刀轴线的面P,面P为绞刀的水平面;以A点为原点,过A点平行于水平面为X轴,平行于绞刀轴线为Z轴建立坐标系如图1所示。
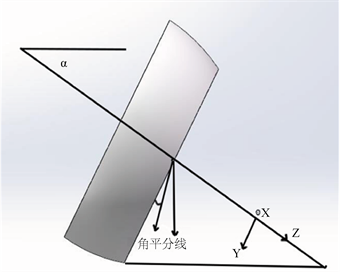
Figure 1. Tool mounting line coordinate system
图1. 刀齿安装线坐标系
绞刀在工作过程中的实际运动可以分解为绕绞刀轴的转动和绕挖泥船定位桩的往复摆动,但是由于绞刀的回转直径远小于摆动直径,因此可以将绞刀的运动近似为转动和平动。
为了提高破土能力,刀齿安装线在绞刀水平面的投影尽量平行于刀齿的运动方向,但此时刀齿的根部离绞刀轴最远,在施工过程中会因撞击岩石而受到较大的损伤。因此必须将直接与介质接触的齿尖部位布置得离绞刀轴最远,需要将刀齿安装线投影向圆外转动一定的角度,该偏转角度与绞刀臂的安装方向和刀齿形状等因素有关,一般取刀齿侧边轮廓线与其中心的偏转角度为15˚。
不同安装方式的刀齿正切削方向示意如图2所示,若以A点为安装基准点,则绞刀齿在A点的正切削方向应沿着刀齿在A点处的运动方向,即绞刀水平面与岩石水平面的交线方向;如果以B点为安装基准点,则刀齿在B点处的正切削方向应该垂直于岩石表面。其中,B点是A点绕绞刀轴线旋转90˚后的刀齿切入点。
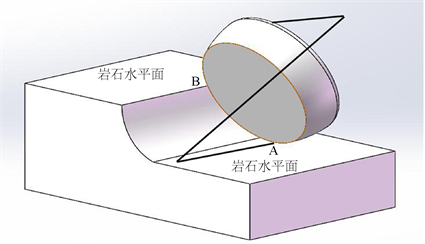
Figure 2. Reamer construction simulation
图2. 绞刀施工模拟图
通过对图2分析可知,如果刀齿在切削过程中不处于正切状态,刀齿受力就会在刀齿根部形成附加弯矩,刀齿容易因弯矩过大而折断。因此,在确定刀齿安装角时应尽量减少整个切削过程中刀齿与正切位置的偏离角度 [4],给出以下3种定点方案:
方案一:以A点为安装基准点的刀齿,入土时与正切位置偏离最大,而刚好从正切位置出土;
方案二:以B点为安装基准点的刀齿,刚好从正切位置入土,而出土时与正切位置偏离最大;
方案三:考虑取AB弧线的中点为安装基准点,确定刀齿的正切方向。
在实际工程中,前两种方案刀齿角度均使绞刀在工作承受最大附加弯矩,会大大缩短刀齿寿命,因此为保证刀齿在整个过程中不至承受过大的附加弯矩,建议考虑取第三种方案,使刀齿入土到出土的全过程中始终与正切位置保持不大的偏离角度,可取前两种工况下刀齿安装线投影所夹锐角的平分线作为刀齿安装线在轴平面上的投影线。在确定了刀齿安装线在上述2个平面上的投影后,只需将2条投影线在草图拉伸,创建拉伸面的交线即为绞刀刀齿在该点对应的安装线。
2.2. 刀齿安装位置的确定
在确定好刀齿的安装线后将刀齿安装在刀臂上,生成完整的绞刀头模型。考虑到刀齿的安装线是空间直线,在实际制造过程中无法对刀齿的安装线进行准确,因此采用三点定位的方法对刀齿进行准确定位。三点定位就是在绞刀模型的刀齿上选取三个特征明显的面交点,此时通过绞刀轴和刀臂内轮廓线与轴毂的交点做基准线,用柱坐标的形式分别表达出三个定位点的坐标(角度表示为与基准线的夹角,顺时针为正,逆时针为负)。
刀臂轮廓线在铰刀平面上的投影方程,包括铰刀外轮廓线的平面投影、内轮廓线的平面投影、刀臂轮廓线空间曲线方程等 [5],具体方程见式(1)、(2)、(3)。
(1)
(2)
(3)
式中,D为铰刀外径;d为轮毂外径;
为刀臂外轮廓线包角;
为刀臂安装角;H为刀臂外轮廓线高度;N为绞刀切削介质工程中的标准贯入击数。k为刀臂轮廓线的外展系数。
3. 绞刀齿、齿座的设计
从理论一般绞刀齿和齿座的设计先对绞刀齿、齿座的安装线进行确定。绞刀齿座安装在绞刀臂的外轮廓线上,可将绞刀头简化为外轮廓线围绕轴线旋转而成的球椎体 [6]。假设绞刀头与切削介质的水平面相切与A点,通过A点的绞刀水平剖面为OO′,该剖面上的绞刀轮廓线是半径为R圆O,在挖泥船桥架下放角度为30˚的工作状态下,绞刀的切削深度为Rcos30˚时,圆O刚好处在绞刀齿与介质水平正切的位置,取切点A处为研究对象可确定刀齿的安装线方向。根据通过某点的空间直线可由其在2个坐标平面内的投影唯一确定,要确定通过A点处的绞刀齿安装线在互相垂直的2个平面上的投影线,可取通过A点的绞刀轴平面与绞刀水平投影面。通过A点的绞刀投影面示意,如下图3所示。
绞刀齿安装线在绞刀水平面上的投影。绞刀头在工作过程中沿行进方向是实际运动是绞刀头围绕定位桩的旋转运动,由绞刀头的直径与绞刀头围绕定位桩的旋转直径相比非常小,所以绞刀头的总体运动可近似分解为平动和转动,平动是沿着绞刀头行进方向随时间变化的运动,转动是绕绞刀轴所做的旋转运动。平动与转动合成将对刀齿的运动方向产生影响。一般情况下绞刀的横移速度为0~0.5 m/s,当取绞刀转速为10.0~35.0 rad/min、半径为1.325 m时,绞刀头的额定旋转线速度为1.39~4.86 m/s。在绞刀横移速度取最大值0.5 m/s的情况下,夹角
的取值范围为5.87˚~19.78˚。为适应不同切削工况绞刀刀臂的方向不同,刀齿安装位置区别较大,刀齿所在截面圆的半径会随之变化,从而影响
的取值范围。
绞刀齿安装角的数学表达式。在O-XYZ空间坐标系内可列出刀齿安装线与3个坐标平面所成夹角的表达式。当挖泥船桥架的下放角度为
时,绞刀与岩石切削面切点所在绞刀水平面高度为H,坐标系原点设在安装点O,刀齿安装线在YOZ平面上的投影线与Y轴夹角为
,刀齿安装线在XOY平面上的投影线与Y轴夹角为
,通过2条投影线可确定唯一的刀齿安装线。根据几何关系可推导出刀齿安装线与3个坐标平面的夹角分别为:
,
,
(1)
实际工作中,可根据工作水深确定挖泥船桥架的下放角度
,当已知任意绞刀刀齿安装线在绞刀平面投影线的外倾角
时,便可求得到对应绞刀高度H处的刀齿安装角,这对实际生产和安装过程具有较好的指导作用。刀齿安装线所在的绞刀水平面和轴面。
在实际绞刀齿及绞刀齿座设计过程中,我们往往会考虑根据实际施工情况,沿绞刀轴方向,绞刀齿的密集程度越大。这是由于在实际绞刀施工的过程中,越靠近绞刀头的轮毂顶端,绞刀的使用频率越高。所以在设计制造中,这一点也很重要。而在实际绞刀齿、齿座的安装定位过程,为了更加方便、快捷的安装到位下面介绍一种绞刀齿安装的柱坐标法。
4. 绞刀头座的柱坐标表达
如图4所示平面柱坐标 [7] 是在一个平面内,取一个定点O作为极点;自O点引一条射线OX作为极轴;再选定一个角度单位(通常是弧度)、长度单位及其正方向(通常取逆时针方向为正方向),这样就建立一个柱坐标系。设M是平面内任意一点,极点O与点M的距离
叫做点M的极径,记为
;以极轴OX为始边,射线OM为终边的
叫做点M的极角,记为
。有序数对
称为点M的柱坐标,记为
。而三维柱坐标则是在平面柱坐标系上增加一个Z轴,使得空间上任意一点
的坐标为
。
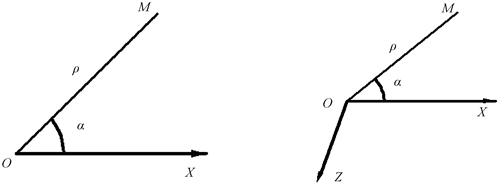
Figure 4. Column coordinate representation
图4. 柱坐标表达图
如图5所示,在绞刀头的俯视图和剖视图上建立三维柱坐标系。
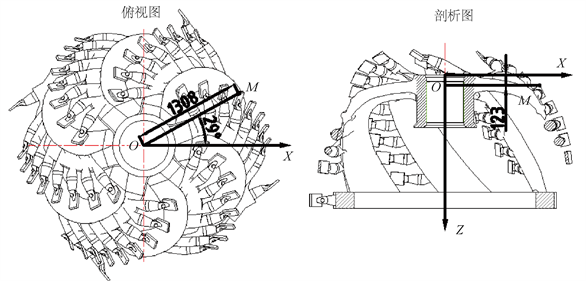
Figure 5. The expression of cylindrical coordinates in the reamer model
图5. 柱坐标在绞刀模型的表达
其中OX为极轴,同时引入Z轴。在绞刀头的绞刀齿上任意去一点M,则该点的坐标为
,如图2,则是
。不难看出,对于绞刀齿上面的任意一点,在这个三维柱坐标系中的坐标是唯一的,也就是说如果我们根据实际的工况条件等因素选择合适的绞刀齿座挖掘角度,根据要求的挖掘角度在绞刀齿上取一点,作为安装基准点,则该基准点则是唯一的,也就是说根据该点的坐标可以在安装过程中定位绞刀齿和齿座。
如图6所示,在实际的生产装配过程中,选择特殊点(齿尖点)的坐标对绞刀齿座及齿的装配定位,对实际操作是非常方便的。
5. 利用柱坐标法设计制作简易工装实现绞刀齿座定位
通过设计并制造简易的工装来实现三维柱坐标法在绞刀齿座及齿在装配中的应用,从而保证每一个绞刀齿座及齿的位置坐标的准确性 [8]。如图7所示的装置示意图中,将底座装入绞刀螺纹轮毂上平面里面,并将直尺1和直尺2安装到位;选择一个极轴和一个Z轴方向;通过转动轴的转动可以得出角度坐标,即极角;在直尺1上可以读出极径;在直尺2上可以读出Z轴坐标,三个数据就是所选择点的坐标值。
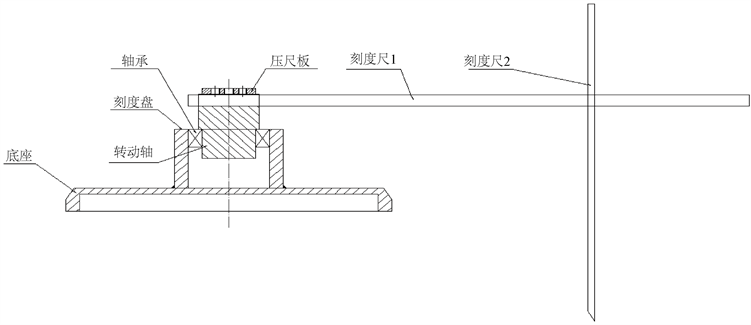
Figure 7. Schematic diagram of the reaper tooth holder
图7. 铰刀齿座的装配示意图
在实际的施工过程中,当选择齿尖点
作为绞刀齿和齿的安装定位点时,在绞刀上设定一个坐标系,使得刻度尺1可以在极轴平面内通过转动轴转动,并将定位装置上刻度尺1的数据放到
值上;通过转动轴,刻度尺1与极轴之间的角度为
;刻度尺2则调整到Z数据上,则刻度尺2末端指向的点就是该绞刀齿座及齿对应装配点。
6. 总结
从本文可以得出,利用三维柱坐标法可以很好的定位设计绞刀齿和齿座,在实际生产施工中,通过三维柱坐标法,利用简易的装置,有效的解决了安装定位绞刀齿和齿座的问题。利用逆向工程技术,三维柱坐标法同样适合对绞刀齿及齿座的角度测量。根据不同的工况条件确定不同的挖掘角度,定位铰刀齿座的安装角度,利用三维柱坐标定位方式可提高绞吸挖泥船的施工效率,减小施工成本。