1. 引言
随着科技化程度的飞速提高,现代技术对产品的零件精度要求也不断提高,因此对其精密加工技术的要求也大幅度提高。1993年,日本的社本英二教授首次提出椭圆振动切削(Elliptical vibration cutting, EVC)方法 [1] ,并基于他所设计的多种EVC装置进行了切削试验,证明了这种方法在难加工材料的超精密切削加工中存在的诸多优点:可有效改善装置的切削加工性,减小切削力、延长刀具寿命、提高加工精度等 [1] [2] [3] 。EVC为难加工材料找到了更好的切削方式,并因其具备的多种优点受到国内外学者的广泛关注。
随着待加工曲面复杂度的提高,基于空间三维椭圆振动辅助的切削方法被提出以更好的适应复杂曲面的切削加工。如:
卡内基梅隆大学B. Aada Gozen等通过激励三轴的压电致动器在平行于样品表面的平面产生椭圆形纳米工具运动,通过改变压电致动器的电压输入幅度和频率来控制椭圆形纳米工具运动的具体形状和速度 [4] 。南京理工大学的Zhu等基于并联构型,设计了用于微纳米加工的新型空间三轴振动系统 [5] 。上海交通大学Yue等研究了由三个压电致动器驱动的三自由度垂直平行微机械手输入力,有效载荷,刚度和位移之间的关系和动力学性能特性 [6] 。
为获得更为紧凑的空间三轴运动发生机构,本文设计了一种基于压电驱动、柔性机构导向的并联式三维EVC装置。通过控制调节三个输入端的压电信号得到输出端的空间椭圆运动,不同椭圆轨迹通过调节各输入端信号的振幅、频率以及相位得到。所涉及的装置具有结构简单紧凑,可以通过线切割一次加工成型的优点。
2. 空间三维椭圆运动装置
2.1. 装置设计
本文设计了空间三维椭圆振动切削装置,其整体结构如图1(a)所示。
该装置包括三组基本驱动单元、位于驱动单元下方的刀架和位于刀架下方的刀具。三组驱动单元排列形式相同,两两之间成120˚分布。每组振动体由压电叠堆驱动,通过柔性导向机构传递并放大压电的运动。由于三个驱动单元完全相同,在此以其中的一个为例予以详述。如图1所示,该驱动单元中包括两组平行四边形的运动导向机构(图1中4、5、6、7)和双自由度柔性铰链机构(如图1(b)所示机构)。构成平行四边形的四组铰链(图1中4、5、6、7)为结构相同的铰链组,均分别由两个直圆形柔性铰链(Right circular flexure hinge, RCFH)和一个直板形柔性铰链(Leaf spring flexure hinge, LSFH)串联而成。
双自由度柔性铰链机构的三维局部放大及主视图分别如图1(b)和图1(c)所示,由四组结构形式相同的铰链单元构成,每个铰链单元也由两个RCFH和一个LSFH串联而成,与导向单元不同的是,该铰链单元的两个RCFH的中心线认为设置了一定的偏移量,以获得侧向运动能力。当两个RCFH中心线对齐时,铰链竖直传递运动,而具有一定偏移量时,铰链不仅能在竖直方向传递运动,同时也将由该偏移获得侧向分力,驱动输出端产生侧向位移,其空间四组平行结构有利于保证结构的驱动稳定性。

Figure 1. (a) Three-dimensional elliptical vibration cutting device; (b) Two degrees of freedom flexible hinge mechanism; (c) The main view of structure b
图1. (a) 空间椭圆振动切削装置;(b) 双自由度柔性铰链机构;(c) b机构的主视图
2.2. 椭圆运动形成原理
当机构进行驱动时,假设分三个压电驱动器分别产生以下谐波运动:
 (1)
(1)
 (2)
(2)
 (3)
(3)
其中,A、B、C分别为三个谐波运动的振幅,f为其频率, 、
、 、
、 分别为初始相位。
分别为初始相位。
施加驱动后,压电运动向下传递,推动双自由度柔性铰链机构在竖直方向和在平行yz平面的平面内都产生运动。因此,三组基本驱动单元可以看作都对末端执行器产生了两个运动:一个是竖直方向上的往复运动,另一个是平行于yz平面的运动。因此,竖直方向上的三个正弦往复运动在输出端相互叠加成椭圆运动。三个在平行yz平面上的运动叠加在输入端使之产生在水平平面的运动。通过上述的水平面的往复运动,以及输出端叠加成的二维椭圆运动,可以合成空间三维椭圆运动。可以通过调节三个输入端信号的振幅A、B、C,频率f以及相位 、
、 、
、 调节三维空间内形成的椭圆轨迹的形状。
调节三维空间内形成的椭圆轨迹的形状。
3. 有限元仿真分析
利用有限元分析软件ANSYS Workbench对所设计的装置进行运动学分析和模态分析,分别得到装置的运动轨迹和六阶模态。将建立的装置三维结构模型导入ANSYS Workbench中,材料选用铝合金,其具体属性如表1所示。
对导入的装置结构模型进行了网格划分,网格划分后模型如图2所示。总节点数(Nodes)达到了759,279,总单元数达到了509,843个。

Figure 2. The finite element mesh division model of the device
图2. 装置有限元网格划分模型
3.1. 装置的运动轨迹仿真
本装置由三组结构相同且相互之间成120˚夹角的基本驱动单元组成。而任一单元存在输入位移时,都会引起刀具输出端的位移变化。在此分别仿真研究只在一个压电输出运动、有两个压电输出运动、以及有三个压电输出运动下的情况。
为了确定所设计装置在连续压电运动下输出端的运动轨迹,利用ANSYS Workbench进行了瞬态仿真。在瞬态仿真中,分别对装置施加三种输入运动,得到在三种条件下相应的输出位移:
第一种,只某一个输入端施加谐波运动
 ;
;
第二种,在其中两个输入端施加谐波运动 和
和 ,分别为:
,分别为:
 ;
;
 ;
;
第三种,在三个输入端均施加谐波运动,分别为:
 ;
;
 ;
;
 ;
;
在该三种情况下,将所获得的刀具输出端位移提取出来,所得到的刀具端轨迹分别如图3、图4、图5所示。

Figure 3. A signal is applied at an input end
图3. 在一个输入端施加信号

Figure 4. Two signals are applied at two input ends
图4. 两个输入端施加信号
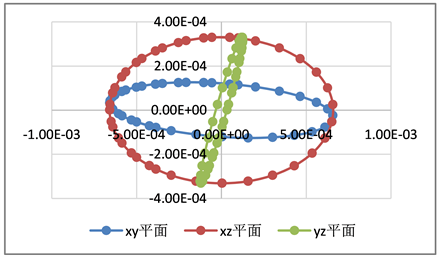
Figure 5. Three signals are applied at three input ends
图5. 三个输入端施加信号
图中的轨迹均为刀具端轨迹在xy、xz和yz三个平面上的投影。从仿真结果可以看到,只有一个输入运动时,输出端为空间直线运动,并分别在三个平面内具有投影运动分量;施加两轴与三轴谐波运动时,均可产生空间椭圆运动。所不同的是,当施加两轴运动时只能产生空间固定平面内的椭圆振动,而空间任意椭圆运动则需要三向运动予以分别控制。显然,通过改变三个输入端谐波信号的振幅、频率和相位差,可柔性获得任意空间椭圆运动轨迹。
3.2. 装置的模态分析
为获得机构的动力学特征,采用模态分析的方法以确定所设计机构的固有振动特性。借助ANSYS Workbench对结构进行模态分析,所得到结构的六阶固有频率分别为631.96 Hz、639.30 Hz、639.30 Hz、3072.79 Hz、3073.04 Hz、3079.18 Hz。结构模态分析结果如图6所示。通过合理调节结构参数,可获得更高的运动频率以实现高频振动辅助切削。
4. 结论
基于压电叠堆驱动与柔性机构导向,本文设计了一种新型空间三维椭圆振动切削装置,并分析了其工作原理。利用ANSYS Workbench对其进行运动学与模态分析仿真,提取了刀具的输出端位移,得到输出端轨迹在空间三个相互垂直平面内的投影均为椭圆,因此可获得空间任意椭圆振动,验证了所设计机构用于空间椭圆切削的可行性。