1. 引言
GDX500铝箔纸供给装置的喂料原理:料架上的卷盘铝箔纸由供纸辊的牵引而进行展开,经过输送导向辊及张紧辊组,进入悬浮辊,被喷射的气流托起并在悬浮辊两侧挡纸圈的作用下使铝箔纸自动纠偏,然后到达止退橡胶辊进入铝箔纸压紧分切机构,经压筋辊的输送,再由旋转切纸刀将铝箔纸裁切成长度适中的铝箔纸张,最终将裁切好的铝箔纸张经加速轮送到处于一轮和二轮之间的接纸斗中,再由推杆将铝箔纸与烟支推进二轮进行烟包的包装。由于铝箔纸压筋辊装置的设计问题,在生产运行中经常会出现铝箔纸输送不稳定,发生漂移卷曲,造成铝箔纸频繁堵塞。停机对设备进行维修调试,影响设备稳定运行,不但增加了原辅材料的消耗,产品质量得不到保证,而且加大了操作工的劳动强度,影响设备的生产效率,铝箔纸输送装置示意图如图1所示 [1] 。
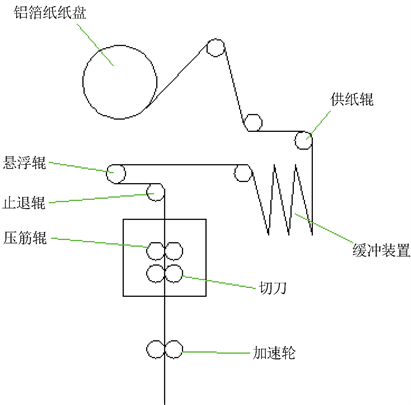
Figure 1. Schematic diagram of aluminum foil conveying device
图1. 铝箔纸输送装置示意图
2. 存在问题
对车间B区10台GDX500机型出现铝箔纸堵塞停机时间进行为期10天的统计,统计结果如表1所示。结果表明铝箔纸堵塞停机导致的维修时间以及产生的废品均较大,急需解决。

Table 1. Statistical table of the average time of GDX500 aluminum foil plug shut-down and amount of waste tobacco in 10 days
表1. GDX500包装机10天铝箔纸堵塞停机平均时间及废烟数量统计表
对产生铝箔纸堵塞停机的原因进行统计分类,找出导致铝箔纸堵塞停机的主要原因,统计结果如表2所示。
Table 2. Failure frequency questionnaire on the cause of blockage of aluminum foil paper
表2. 影响铝箔纸堵塞停机原因的故障频次调查表
根据统计结果,发现铝箔纸异位是导致铝箔纸堵塞的主要原因。由于铝箔纸异位的部位较多,为了进一步找出发生较多的部位所在,2015年2月13~17日,小组成员对造成B1#包装机铝箔纸异位的部位展开进一步调查分析,结果如表3所示。
Table 3. Frequency of off-position on different parts of aluminum foil paper
表3. 不同部位发生铝箔纸异位的频次调查表
结果表明,在输送段和接纸斗处发生铝箔纸异位的频次占比高达87.94%,因此可以确定,输送段铝箔纸异位和接纸斗处铝箔纸异位是造成铝箔纸堵塞停机频次高的两个症结所在。
为了找到导致输送段铝箔纸异位和接纸斗处铝箔纸异位的根本原因,对车间B4#进行重点分析,发现GDX500在生产过程中铝箔纸的横向,纵向变形严重,如图2所示。

Figure 2. Diagram of aluminum foil paper deformation
图2. 铝箔纸变形示意图
设备正常生产所允许的铝箔纸横向变形不大于3 mm,纵向变形不大于0.5 mm [2] 。图3和图4分别为在机器生产过程中统计的铝箔纸的横向变形量和纵向变形量。
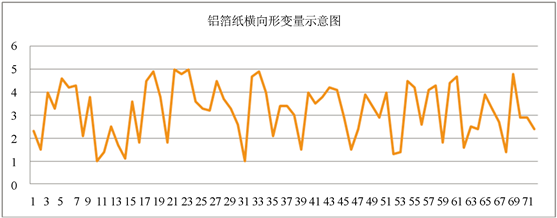
Figure 3. Statistical chart of transverse variable of aluminum foil paper
图3. 铝箔纸横向形变量统计图
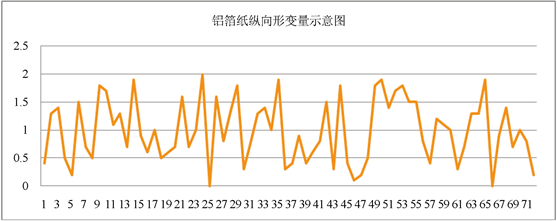
Figure 4. Statistical chart of longitudinal variable of aluminum foil paper
图4. 铝箔纸纵向形变量示意图
通过调查统计得出铝箔纸横向形变量平均值为3.18 mm,大于铝箔纸输送通道最大间隙规格3 mm,且由统计示意图可以看出形变量大于3 mm的铝箔纸抽样数占大部分,铝箔纸纵向形变量平均值为0.99 mm,大于铝箔纸接纸料斗处最小间隙规格0.5 mm,且由统计示意可以看出形变量大于0.5 mm的铝箔纸抽样数占大部分,因此得出铝箔纸发生横向和纵向形变是造成堵塞停机的主要原因。
3. 改进方法
经过对铝箔纸横向和纵向变形的原因分析,确定铝箔纸变形的主要原因是其刚度不够,如图5、图6所示,铝箔纸发生横向和纵向变形明显,需要寻找一种增加铝箔纸刚度的有效方法。加筋是最常用的增加刚度的方法,因此需要找到一种能够在铝箔纸上加筋的途径。在生产过程中,铝箔纸对的输送需要经过一对压筋辊,其本身对铝箔纸具有压筋的功能,然而由于其尺寸结构不合理,对铝箔纸的刚度的提高作用不足以满足生产要求,因此本文对铝箔纸压筋辊结构尺寸进行了优化,通过在GDX500包装机压筋凸、凹辊处增大凸辊压筋直径并减小凹辊压槽直径,实现对铝箔纸上压筋深度的增加,进而提高铝箔纸刚度。
Figure 5. Schematic diagram of transverse deformation of aluminum foil paper
图5. 铝箔纸横向变形示意图

Figure 6. Schematic diagram of longitudinal deformation of aluminum foil paper
图6. 铝箔纸纵向变形示意图
3.1. 压筋辊尺寸改进
我们按照计算的尺寸重新设计压筋辊 [3] [4] ,将压筋辊轮的“压筋槽”加深,“压筋槽”槽底的直径由原来的Φ46 mm减小到Φ45.5 mm。见图7。
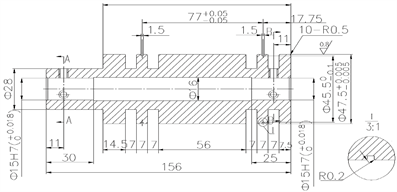
Figure 7. The improved groove roller of the compression roller
图7. 改进后的压筋辊凹槽辊
相同的道理还要将压筋辊凸辊的与压筋槽配合的“压筋凸”外径加大,由原来的Φ42 mm加大到Φ42.5 mm,将“压筋凸”的外端面由矩形改成R0.3的圆角,这样压出来的“筋”更平滑,保持度也更好。使铝箔纸在输送中更加不易发生阻塞。具体尺寸见图8。
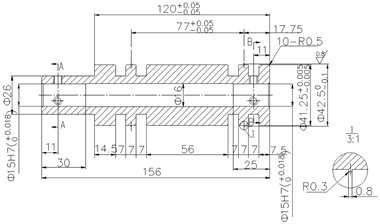
Figure 8. The improved rollers protrusion
图8. 改进后的压筋辊凸辊
3.2. 加工检测
按照改进后的图纸对压筋辊进行了加工。加工完成后,对压筋辊凹凸辊的各项指标进行了检验,如图9所示,检验项目主要有压筋槽直径、压筋凸外径、压筋凸同轴度、压筋凸垂直度、材料和热处理等如表4所示。

Figure 9. The material drawing of the improved roller
图9. 改进后的压筋辊加工实物图
Table 4. Check list of pressure roller concavo-convex roller
表4. 加工后的压筋辊凹凸辊检验表
3.3. 安装调试检验
将加工检验完成后的压筋辊凹凸辊在GDX500设备中安装如图10所示,调节各工作面配合位置,并在B4#机器正常运行过程中每隔10分钟跟踪铝箔纸的横向变形和纵向变形,累计测量50次,统结果如表5和表6所示。

Figure 10. Material drawing of roller installation
图10. 压筋辊安装实物图
Table 5. Statistical table of longitudinal variables of aluminum foil paper
表5. 铝箔纸纵向形变量统计表
Table 6. Statistical table of transverse variables of aluminum foil paper
表6. 铝箔纸横向形变量统计表
统计结果表明,改进后铝箔纸的横向变形均不超过3 mm,纵向变形均不超过0.5 mm,满足设备正常使用要求。
进一步对铝箔纸形变量过程能力进行分析,以确保实验数据的稳定性,分析结果如图11所示。
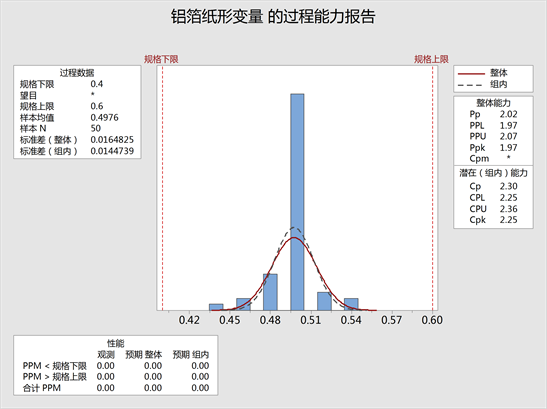
Figure 11. Analysis chart of process capability of aluminum foil variable
图11. 铝箔纸形变量过程能力分析图
过程能力分析结果表明:
横向标准差得到σ = 0.0164,μ = 0.498,USL = 0.6,LSL = 0.4,M = 0.494,ε = |M − X| = 0.004,T = 0.6 − 0.4 = 0.2
纵向标准差得到σ = 0.0184,μ = 0.52,USL = 0.6,LSL = 0.42,M = 0.582,ε = |M − X| = 0.006,T = 0.6 − 0.4 = 0.18
根据判定标准,横向盒纵向标准差分别为1.573与1.521,均在1.33~1.67的过程能力充分区间,符合要求。
最后对改进后由于铝箔纸阻塞导致停机的频次进行为期3各月统计,统计结果如表7所示。结果发现改进后由于铝箔纸堵塞导致的停机故障降低到10.3次/天。
Table 7. Statistical table of transverse variables of aluminum foil paper
表7. 铝箔纸堵塞频次调查表(次/天)
4. 结论
文章针对GD.X500包装机铝箔纸堵塞停机频次高的问题,分析原因,通过优化压筋辊结构的方法。应用效果表明,改造后的GDX500包装机铝箔纸堵塞停机频次已由活动前的23.4次/天下降为10.3次/天,GDX500包装机生产过程中铝箔纸堵塞停机频繁的问题得到大幅改善。
参考文献
NOTES
*通讯作者。