1. 研究背景
通常,循环能耗、拜尔法能耗和循环效率的计算方法如下 [1] [2] :
循环能耗:E§ = 配料能耗 + 溶出能耗 + 沉降和叶滤能耗 + 种分能耗 + 蒸发能耗;
拜耳法能耗 = 单位体积母液循环能耗/循环效率;
循环效率Eη = 1.645 × Nk × (1/ak(溶出矿浆) − 1/ak(循环碱液)),其中:铝酸钠溶液中苛性碱与氧化铝浓度的摩尔比:ak = 苛碱浓度/氧化铝浓度 × 1.645。
循环效率是氧化铝生产中一项非常重要的降低成本的手段,提高循环效率在相同的条件下相应提高产量,因而能提高生产效率、降低固定成本分摊 [1] 。在相同的温度体系条件下,如提高拜耳法循环效率,每一个立方的循环母液可处理更多的铝土矿,而几乎消耗相等的能量,可多产出氧化铝从而提高生产效率,增加产量,摊薄固定成本分摊。图1表示了提高循环效率的作用,在同等能耗的作用下,拜耳法可强化拜耳循环流程和提高循环效率。
循环效率与溶出、赤泥分离、种分和蒸发等各个重要工序紧密相关,从而带动拜耳法循环体系的全面优化 [2] 。图2是拜耳循环过程示意图,从图2可以看出,降低溶出苛性比及降低分解原液苛性比,必须尽可能减少赤泥分离过程中的氧化铝损失,包括沉降和叶滤损失;为提高拜耳法循环碱浓度,必须研究高碱浓度下的分解率和产出率的最优化配置,并保证砂状氧化铝产品质量。
2. 循环效能指标和分解率指标
我厂自2014年开始使用澳矿,受矿石变化及流程有机物影响循环效能指标及产品质量不理想,主要指标完成情况如表1和表2分所示。
图3是分解率变化趋势图,从图3数据看,三率指标完成不理想,影响循环效能指标主要在分解率指标,从以上数据及趋势看,进入10月份两线分解率均有提高,尤其是东线,但从10月4日起东线分解率开始下滑,10月8日开始回升,10月13日又开始下降(10月9日最高52.4%,10月15日最低49.49%),均为精液ak波动所致。种分南线10月8日开始分解率下滑,10月13日后逐渐平稳回升(出料ak升高较为明显,30系列近一周基本保持3.0以上),但南线整体分解率低于9月份,主要是10系列为保证持续产出“双五AH”。
3. 主要原因分析
1) 10月份管道化液量平均2280 m3/h,东线分解精液平均1067 m3/h,南线平均1418 m3/h,东线分解体积平均66,400 m3,南线分解总体积109,000 m3,长大时间短东线仅为30小时左右,南线为37小时左右,较短的分解时间影响影响分解率提升。
2) 分解精液ak偏高,东线平均完成1.41,南线平均1.41。东线在10月初及中旬精液ak平均高达1.43,南线比9月份升高0.01对分解率造成不利影响。
Figure 1. The effect of improving circulation efficiency
图1. 提高循环效率的作用
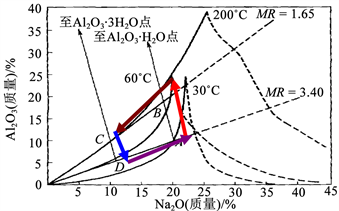
Figure 2. Bayer process cycle diagram
图2. 拜耳循环过程示意图
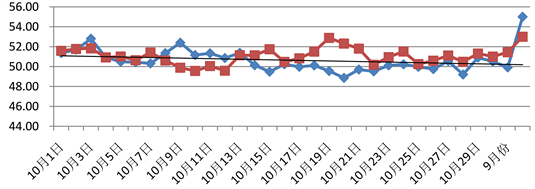
Figure 3. Trend of resolution ratio change (Red is the Southern Line, Blue is the East Line)
图3. 分解率变化趋势(红色为南线、蓝色为东线)
3) 受流程草酸根影响,分解温度偏高控制,两线出料温度均控制在52℃以上。尤其是种分东线,全月出料温度55℃~56℃,南线亦控制52℃~53℃;两线附聚温度控制均在75℃。均不利于分解率提升。
4) 溶液及AH表面草酸根含量变化趋势。
图4是溶液及AH表面草酸根含量变化趋势图,从图4可以看出,两线精液草酸根含量一直处于高位,尤其是南线全月基本在1.7 g/L以上,东线AH表面一直在析出,尤其是10月下旬。对于分解系统参数的调控影响较大。
5) 进入10月份受外界气温下降影响,种分温度梯度利于控制,有利于分解参数的调整。
4. 提高循环效率技术路线
基于以上存在的问题,我们采取了以下提高循环效率的技术路线:
1) 加大流程除杂过液量,提高有机物排除量,使流程有机物进出平衡。
2) 降低精液ak:在确保溶出率情况下,配料指标稳定控制在1.35 g/L以下,确保精液低ak < 1.39,提高分解精液过饱和度,为分解提供动力支持。
3) 调整精液分配延长分解时间:
a) 东线分解液量1000~1050 m3/h,南线稳定在1480 m3/h,10系列400~450 m3/h,20、30系列1030~1080 m3/h。
b) 分解槽清理体积 < 10,000 m3控制,尽可能保证分解时间。
4) 提高种子比:随着粒度粗化,立盘开车将受到影响(主要在种分南线);同时因气温降低,立盘滤布结硬速度快。稳定立盘过滤机开车尤为重要,种子比按照5.0~6.0控制。
5) 稳定种分固含量:10系列保持550~600 g/L,东南两线种分长大固含700~750 g/L,(稳定750 g/L左右);旋流器进料固量含450 g/L以下控制,确保细颗粒回头附聚及成品粒度。
6) 稳定控制分解温度
确保中间降温设备运转效率,确保种分槽温度梯度。控制思路:在粒度可控情况下二段附聚温度75℃~76℃控制,出料温度按52℃~54℃控制。10系列出料温度54℃~56℃控制:
a) 东南两线中间降温按照周期进行碱煮,确保换热效果。
b) 中间降温循环水凉水温度30℃以下控制。
c) 换热设备严格按周期碱煮,确保换热效率;确保换热设备完好率。
7) 流程有机物控制
除杂系统稳定开车,三期工程按期投产,精液草酸盐含量必须1.6 g/L以下控制。两线AH晶种互动(10月28日已启动),南线输送旋流器溢流至东线置换流程AH,加快AH表面草酸盐降低。
8) 降低立盘滤液浮游物
① 控制AH浮游物回头是提高循环效能重要措施之一,10月份两线浮游物指标在上旬偏高,进入10月下旬指标明显好转,这在表3数据中可以验证。
图5为立盘浮游物变化趋势,从图5可以看出,东线连续2次出现异常,分别在10月1日、10月20日,主要是流程缺陷造成,已解决。南线在月初整体偏高,随着粒度好转中下旬趋于稳定。
② 重点对过程控制进行监控。一方面严格交接班检查及日常工艺纪律检查,烂布考核;另一方面严控换布质量(立盘换布均涂抹密封胶进行密封),执行600小时换布制度。
③ 重点对立盘滤板与大轴密封方式进行改造。
种分南线05#立盘已改造完毕,浮游物已降至1g/L以下,其余立盘按照种分南线05#立盘的方式进行改造。

Table 3. The suspended matter in filter liquid of vertical disk filter
表3. 立盘滤液浮游物

Figure 4. Change trend of oxalate content in solution and aluminum hydroxide surface
图4. 溶液及AH表面草酸根含量变化趋势

Figure 5. Change trend of the suspended matter in filter liquid of vertical disk filter
图5. 立盘浮游物变化趋势
④ 稳定配料指标降低溶出ak:
a) 利用Nk自动分析仪,蒸发工序率先实现调配使用液的自动配制,不仅稳定料指标,而且降低人工劳动强度,避免人工操作指标不稳定容易波动的现象发生。
b) 进一步完善配料模型,对数据进行修正,下发到岗位进行参考调整。
c) 南线摸索出马来矿使用经验,低仓位运行,严格抓仓位运行,组织分厂技术人员进行值班跟踪指导检查,使每班篷仓2~3次基本杜绝,指标合格率也随之提高。
d) 坚持配料例会制度,每天组织原料工序与生产中心技术人员进行分析制定出具体可实行的措施。
e) 发挥绩效的引导作用,对中心值指标进行加奖,对AO低于210,ak高于1.4的指标进行追加考核;指标异常两个单样以上管理人员必须进厂进行纠偏。
⑤ 提高溶出率:
a) 东线新1#磨进行级配调整,首先新1#磨加3吨φ110大球增加矿浆的破碎能力,同时对旋流器的底流嘴进行调整,均改用φ110 (原来90、100)。
b) 职工每小时观察旋流器底流一次,每两小时淘旋流器底流一次,并进行留样备查,发现粒度粗立即进行调整。
c) 新老磨岗位各配备+20#筛一台,职工可以自己分析检查 + 20#粒度情况,便于及时调整。
⑥ 溶出岗位进行监督,矿浆粒度发现跑粗及时通知岗位调整。
⑦ 降低水解损失:
a) 沉降槽加热水槽温度严格控制在90℃~95℃。
b) 严格控制生水进流程,杜绝用水冲地,泄漏的机封48小时内必须检修完毕。
c) 清液层控制在9米以上,防止浑槽造成水解损失。
通过以上技术路线的改进,生产中出现的问题得到解决,循环效能指标和分解率等指标稳定,效率大大提高。