1. 引言
ZJ17卷烟机运行稳定、生产速度满足国内卷烟生产企业要求,因此是一种应用较为广泛的卷烟生产机型。烟支生产具有卷烟和接装两道关键工序,在卷烟工序中就需要用到卷烟纸。如图1所示在生产过程中为了保证设备运行的连续性,设备的辅料供给部分设计成可安装两盘卷烟纸的结构,其中一盘卷烟纸处于在用状态,另一盘卷烟纸处于备用状态。当在用状态的卷烟纸接近用尽时,通过自动搭接结构实现与备用卷烟纸的搭接。图2为卷烟纸搭接机构示意图。

Figure 1. Schematic diagram of ZJ17 cigarette paper conveying
图1. ZJ17卷烟纸输送示意图
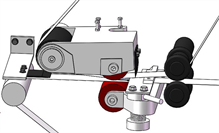
Figure 2. Schematic diagram of ZJ17 Cigarette paper bonding mechanism
图2. ZJ17卷烟纸搭接机构示意图
2. 存在问题及改进方法
2.1. 存在问题
在ZJ17长期使用过程中发现在卷烟纸换盘、搭接时卷烟纸断裂的故障频发。经过观察、分析,发现卷烟纸搭接后之前的在用卷烟纸盘上会残留一部分卷烟纸。残留的卷烟纸会由于重力落在卷烟纸输送路径上干扰在用卷烟纸的输送。因此对于卷烟纸搭接后残余卷烟纸的处理是问题的症结所在。
根据卷烟生产的经验,在卷烟生产车间对纸张的回收处理大多使用负压吸附的方式实现。鉴于此,为解决卷烟纸搭接后残余卷烟纸对后续卷烟纸输送的干扰作用,设计一种卷烟纸回收装置。利用负压吸附卷烟纸搭接后的残余卷烟纸的回收装置涉及到回收装置的设计、负压的气路设计以及对负压控制的电路设计。
2.2. 回收装置结构设计
根据在用卷烟纸的走纸方向和位置,设计的气动块和吸纸腔的结构图纸(图3~图7)如下 [1] [2] :
2.3. 气路设计
根据卷烟纸搭接机构工作原理,卷烟纸搭接时通过压纸辊将在用和备用两层卷烟纸压合在一起实现搭接。因此在卷烟纸搭接时,有一路气路连接到卷烟纸搭接机构处。增加的卷烟纸回收装置采用负压吸附的原理,需要在原有的气路上增加一条气路控制卷烟纸回收装置产生负压。为了获得足够的供气量和
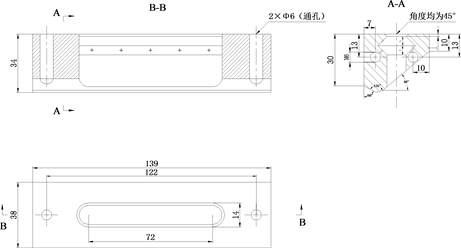
Figure 3. Schematic diagram of Pneumatic block structure
图3. 气动块结构示意图
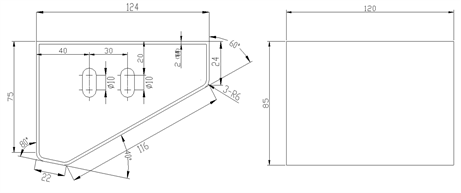
Figure 4. Schematic diagram of Suction structure
图4. 吸纸腔结构示意图
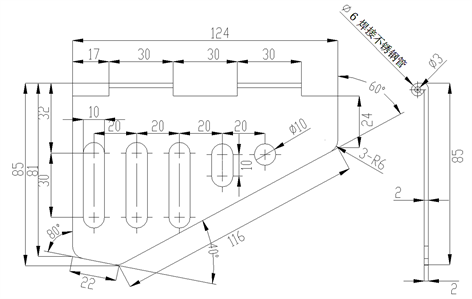
Figure 5. Schematic diagram of Suction cover plate
图5. 吸纸腔盖板结构示意图
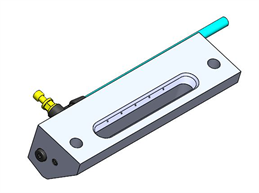
Figure 6. Schematic diagram of Pneumatic block structure mode
图6. 气动块结构示意图
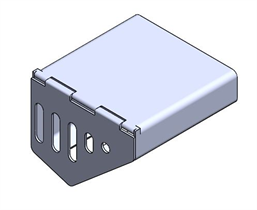
Figure 7. Schematic diagram of Suction chamber assembly
图7. 吸纸腔装配示意图
气压,实现同时顺利完成压纸辊和卷烟纸回收工作,设计气路如图8、图9所示。
图10为卷烟纸回收装置与卷烟纸相对位置,根据气体流量、流速、截面积与压力之间的关系式:
式中:Q-流量,m2/s
μ-流量系数,取0.6

Figure 8. Schematic diagram of air route design
图8. 气路设计示意图
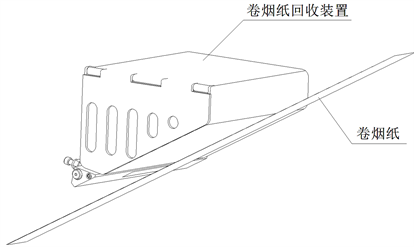
Figure 10. The relative position of cigarette paper recovery device and cigarette paper
图10. 卷烟纸回收装置与卷烟纸相对位置示意图
A-气孔面积,m2
△P-气孔内外的压力差,Pa
ρ-流体的密度,kg/m3
得到气孔流量Q,进而由气孔横截面积A,得到气孔处气体流速v。经试验得到,吸纸腔口处的负压力F远大于该出残留的卷烟纸的重力,同时在腔体口处的气体会形成涡流效应,因此在吸纸腔口处的负压力和涡流气流的共同作用下,可顺利将卷烟纸带卷入吸纸腔体内。
2.4. 电路设计
根据ZJ17卷烟纸自动搭接的工作过程,在用卷烟纸使用到一定程度时,传感器提示备用卷烟纸走纸,当在用卷烟纸和备用卷烟纸速度一致时,控制压纸辊的电磁阀动作,卷烟纸自动搭接。卷烟纸回收装置开始工作的时间即为压纸辊完成卷烟纸自动搭接的时刻,因此控制其工作的电路与控制卷烟纸自动搭接的电路相同,通过对卷烟纸自动搭接控制电路的查阅 [3] ,设计ZJ17卷烟纸收集装置的控制电路如图11。
2.5. 安装调试
在完成卷烟纸回收装置的机械结构设计、气路设计和电路设计后,对生产车间的C3#-C7#机台的卷烟机进行安装调试如图11所示 [4] ,同时观察每次卷烟纸自动搭接后,剩余卷烟纸被吸附进入卷烟纸收集装置中,卷烟纸收集装置在卷烟纸自动搭接时均能正常工作。
3. 结论
增加ZJ17卷接机卷烟纸回收装置后,经过跟踪调查分析,有效的解决了卷烟纸搭接后由于剩余卷烟纸的干扰造成卷烟纸断裂的故障。应用效果表明,改进后卷烟纸搭接时其断裂的故障频次由5.9次/天降低为2次/天。同时提高了设备运行效率和降低了废品率。如图12。
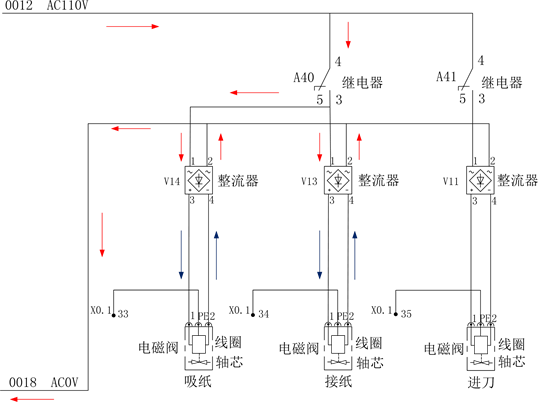
Figure 11. Control Circuit of ZJ17 cigarette paper recovery device
图11. ZJ17卷烟纸收集装置的控制电路

Figure 12. Schematic diagram of ZJ17 cigarette paper recovery device assembly
图12. 卷烟纸回收装置安装示意图
本设计提出的一种利用负压吸附实现对ZJ17卷接机卷烟纸搭接时产生的剩余卷烟纸的回收的装置及方法,具有吸附迅速、易于维护等优点,在卷烟加工领域具有较大的推广应用价值。
参考文献
[1] 濮良贵, 纪名刚. 机械设计[M]. 北京: 高等教育出版社, 2006.
[2] 机械设计手册编委会. 机械设计手册[M]. 北京: 机械工业出版社, 2004.
[3] 华君玮. 电工学(中模拟电子技术基础) [M]. 北京: 中国科学技术大学出版社, 2010.
[4] ZJ17卷接设备操作技术标准[S]. Q/HTG.J06.04.13—2008.
NOTES
*通讯作者。