1. 引言
为适应高速列车轻量化的要求,车体大部分采用铝合金材料制造。A7N01铝合金主要用于高速列车的枕梁、牵引梁等部件 [1] 。A7N01铝合金属Al-Zn-Mg系铝合金,最早由日本开发,具有良好的挤压成型性能和焊接性能,是理想的中高强度焊接结构材料 [2] 。我国的轨道列车铝合金车体生产过程中,最常用的焊接方法是MIG焊,多采用机械手操作的自动焊或手工操作的半自动焊,具有焊接接头质量优良、较广的适应范围、较高的焊接效率和很好的经济效益等一系列优点 [3] 。焊接工艺参数中,焊接电压、焊接电流、焊接速度、线能量等是影响焊接接头成型和质量的关键参数,尤其是焊接线能量对焊接接头的组织和性能影响很大。
双脉冲MIG焊接由于其熔滴过渡形态的可控性和间歇性,可以精确控制焊接过程中的热输入量,因而广泛应用于窄间隙、全位置、薄板等特殊焊接。张志毅等 [4] 研究了单、双脉冲MIG焊接方法对A5083铝合金板材对接接头疲劳寿命的影响。高宝杰 [5] 、夏宁 [6] 对7N01S-T5铝合金单脉冲MIG焊、双脉冲MIG焊及超微弧焊三种焊接工艺条件下对接接头组织及力学性能进行了比较。梁志敏等 [7] 对7N01P-T4板材脉冲MIG焊对接接头的组织及力学性能进行了分析。而以上研究均未具体分析到焊接参数对接头组织与性能的影响。
本文以A7N01S-T5铝合金为对象,研究了双脉冲MIG焊中焊接线能量对其焊接接头组织及力学性能的影响。
2. 材料及试验方法
焊接母材为A7N01S-T5型材,焊丝采用ER5356铝镁焊丝,焊丝直径为1.6 mm。母材及焊丝主要化学成分如表1所示。焊接母材试板尺寸为400 × 150 × 8 mm。
焊接方式采用双脉冲MIG焊,MIG焊机型号为Kemp Arc-450,机械臂为ABB公司的IRB2600机器人。在焊前进行点焊,整个焊缝由打底焊和盖面焊两层焊道组成。接头坡口角度为70˚V型坡口,顿边1 mm,焊接间隙1.2 mm。决定焊接线能量的主要参数就是焊接速度,焊接电流和电弧电压,其关系表达式为:
 (1)
(1)
其中q为焊接线能量,I为焊接电流,U为焊接电压,υ为焊接速度。焊接过程中,通过利用焊接机器人自动焊接,调整焊接速度和送丝速度来调整焊接电流和焊接电压,从而改变焊接线能量的大小。具体焊接参数如表2所示。

Table 1. Chemical composition of base material and welding wire (wt%)
表1. 焊接母材及焊丝主要化学成分(wt%)
试板焊接完成后,观察焊缝表面成型情况,并进行X射线无损探伤。对焊接合格试板截取接头金相试样,经过打磨抛光后采用Keler试剂腐蚀,在AX10蔡司金相显微镜上对接头金相组织进行观察。分别按照GB/T 2635-2008、GB/T228.1-2010切取弯曲和拉升试样,试样均以焊缝为中心,分别进行弯曲和拉升试验。按照GB/T 229-2007切取V口冲击试样,开口位置分别在焊缝、靠近熔合线的热影响区和母材。
3. 实验结果与分析
3.1. X射线探伤结果及分析
不同线能量条件下焊缝表面成型质量如图1所示。三种线能量条件下焊缝表面未观察到咬边、未焊透以及未熔合等缺陷,符合基本成型的要求。当焊接线能量较低时,焊缝表面鱼鳞纹虽较好,但是存在较多大颗粒飞溅;而线能量较高时,表面则无明显鱼鳞纹且存在少量飞溅;当线能量适中时,焊缝表面鱼鳞纹美观,且无飞溅。焊缝表面产生这种差别的原因主要在于适中的线能量,既避免了较低的热输入带来的母材未充分熔化问题,也避免了大的线能量导致热输入过大,焊缝不能得到充分搅拌的问题,因而在适中的线能量下得到了较好的焊缝表面成型质量。
焊缝X射线无损探伤结果如图2所示。三种线能量下的焊缝均不存在未焊透以及大气孔等明显的缺陷;底片中存在一条黑色细线,它由焊缝背面突出,过渡曲面以及材料突变所致,随着线能量的增大,细线颜色变浅,因为线能量的增大,增加了焊丝熔化过程的稳定性,焊丝与母材之间相互扩撒充分;在较大的线能量条件下,焊缝中出现了一些微小的气孔。这是由于在平衡条件下,氢在铝合金中的溶解度在凝固点时从0.69 ml/100 g下降到0.036 ml/100 g,因此,焊接冷却凝固时,焊缝组织中形成的气泡无法及时逸出,导致气孔的形成。随着焊接线能量增加,氢在铝中溶解度增加,进入到焊接熔池中氢也就增加,从而凝固后形成的气孔越多 [8] 。为了避免焊接过程中气孔的形成,焊接前很有必要对焊件表面进行清理。
3.2. 接头组织分析
接头经打磨抛光后,采用Keler腐蚀液腐蚀,三种线能量条件下焊缝的金相组织如图3所示。焊缝呈明显的铸态,随着线能量的增大,逐步出现粗大的树枝晶;树枝晶周围分布有较多的第二相,随着线

Figure 1. Joint surface forming morphology
图1. 焊缝表面成型形貌

Figure 2. Negative of X-Ray radiographic inspection
图2. X射线探伤底片


 (a) (b) (c)
(a) (b) (c)
Figure 3. Weld joint microstructure in different line energy
图3. 不同线能量条件下焊缝金相组织
能量的增大,第二相析出更多,且更加趋向于在树枝间分布,在视场内留下更多的白色区域。不同线能量条件下热影响区的金相组织如图4所示。热影响区还保留着部分轧制态形貌,随着线能量的增加,晶粒尺寸也逐步变大,第二相分布也愈发聚集粗大。高的线能量条件下,由于受到焊接热循环的作用,熔池温度较高,焊缝熔池在高温液态停留时间变长,促进更多热量向母材传递,凝固冷却速度相对较慢,较高的能量为晶界的迁移提供更多的驱动力,使得热影响区中的第二相能够充分析出聚集,晶粒也具有足够的驱动力长大 [9] 。第二相的聚集长大和晶粒的粗化会降低接头的力学性能。
3.3. 拉伸试验结果与分析
拉伸试验采用矩形截面试样,拉伸试验结果如表3所示。随着线能量的增大,接头抗拉强度和断面收缩率均逐步降低,而断后延伸率则接近。三种线能量条件下的接头平均抗拉强度值均达到了DINEN288-4标准规定的240 MPa,满足高速列车对铝合金拉伸强度要求。随着线能量的增加,焊缝区域树枝晶逐步粗大,热影响区晶粒尺寸也逐步长大粗化,根据Hall-Petch公式,二者均会引起接头强度的降低,从而降低了材料的力学性能。
3.4. 弯曲试验结果与分析
对接头进行焊缝正弯试验的结果如表4所示,整体来看,在所选的线能量范围内其值对焊接接头的弯曲性能影响不大,焊缝均能够良好的适应弯曲,不会因为焊缝弯曲而断裂,这也证实了在该线能量范围内焊缝中不存在对弯曲性能影响较大的大气孔、夹渣、未焊透及未熔合等焊接缺陷。
3.5. 冲击试验结果与分析
三种线能量条件下焊缝(W)、母材(BM)和热影响区(HAZ)三个区域的冲击吸收功如图5所示。热影响区具有相对较高的冲击功,且高线能量条件下表现出更高的冲击功。焊缝由于所用焊丝为铝镁焊丝,本身强度较低,同时焊缝中存在一些尺寸较小的气孔缺陷(见3.1),从而使得焊缝的冲击性能相对于热影响区和母材来讲要低。三种线能量条件下的母材的冲击功相差不大,这是因为母材区域远离焊缝区域,所


 (a) (b) (c)
(a) (b) (c)
Figure 4. HAZ microstructure in different line energy
图4. 不同线能量条件下热影响区金相组织

Figure 5. Comparison of impact absorbing energy between different line energy
图5. 不同线能量条件下接头冲击吸收功比较

 (a) (b) (c)
(a) (b) (c)
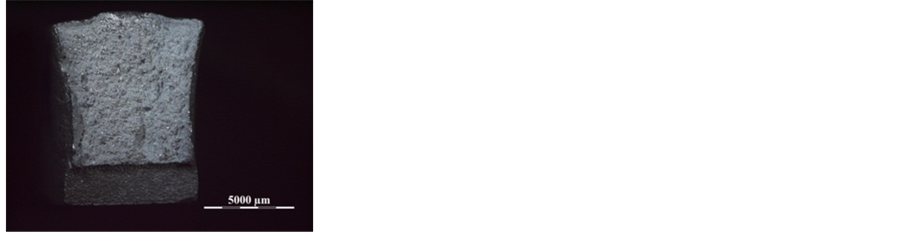
Figure 6. Impact fracture macroscopic morphology of weld joint. (a) Test sample a; (b) test sample b; (c) test sample c
图6. 焊缝冲击断口宏观形貌。(a) 试样a;(b) 试样b;(c) 试样c
受到焊接热的影响较小,所以线能量的高低对该区域的冲击功影响不大。热影响区的冲击功在同个接头的三个区域中是最高的,这是因为热影响区靠近焊缝熔池,焊接过程中要经历较高温度的热循环作用,实际上起到了一个时效处理的作用,离熔合线近的区域为固溶区,固溶区紧邻的就是过时效软化区 [10] 。过时效软化区的存在降低了接头的强度,但却改善了接头的韧性,使得热影响区的冲击功要大于原始母材。
不同线能量条件下焊缝的冲击断口宏观形貌如图6所示。随着线能量的增大,断口逐渐变得平整,断口表面结晶状形貌增多;断口边沿具有明显的剪切唇形貌,且在低线能量条件下,剪切唇更长,断口周围的塑性变形也更为严重,这说明线能量低的焊缝的冲击韧性较好。这是因为从宏观断口中可以发现线能量越高,焊缝中存在的气孔缺陷越多,气孔缺陷的存在,降低了焊缝的冲击韧性;同时结合金相分析结果,可知焊缝区域为铸态枝晶,在较低的线能量条件下,树枝晶相对较为细小,第二相的分布也相对均匀,因而焊缝具有良好的强度和塑性,在冲击试验中表现出较高的冲击功。
4. 结论
(1) A7N01-T5铝合金焊接接头的焊缝外观成形随着线能量的变化而变化,线能量低时,鱼鳞纹明显,但颗粒状飞溅较多;而线能量大时,虽只有少量飞溅,但无明显鱼鳞纹。
(2) 随着线能量的增大,A7N01S-T5铝合金焊接接头拉伸强度减小,断后伸长率增大。线能量最低时,焊缝的冲击功最大;热影响区的冲击功先增大后减小。三种线能量条件下母材的冲击功基本不变。焊接接头均具有良好的弯曲性能。