1. 引言
钕铁硼永磁材料作为目前磁性最强的材料,被广泛应用于电子、电力机械、医疗器械、玩具、包装、五金机械、航天航空等领域 [1] 。电镀作为提高钕铁硼永磁材料耐蚀性的一个有效解决途径,已被广泛应用于钕铁硼表面处理工艺 [2] 。钕铁硼产品进行表面处理前,首先经过研磨倒角处理 [3] ,此过程会降低工件的表面粗糙度 [4] [5] ;然后经过前处理酸洗,酸洗是钕铁硼前处理工艺中重要参数之一。钕铁硼酸洗的目的是去除产品表面的氧化皮及控制产品的公差尺寸。而烧结钕铁硼所用的工艺为粉末冶金烧结而成的,所以其具有一定的孔洞,如果酸洗液进入孔洞,就会发生化学腐蚀,同时钕铁硼基体主要也是由三种活泼的金属相(主相Nd2Fe14B相、富Nd相和富B相等)组成的,加剧了表面的腐蚀作用。总而言之,如果钕铁硼要酸洗,就必发生化学或电化学腐蚀,但我们可以改良酸洗工艺配方,降低酸洗液对钕铁硼基体的腐蚀程度。
孙臣,张伟 [6] 等人进一步研究了超声波清洗、酸液浓度和酸洗时间等工艺参数对镀层结合力的影响。将钕铁硼样品分别经过40 mL/L,60 mL/L,80 mL/L和100 mL/L硝酸(65%)酸洗,用电镜拍摄表面形貌,发现酸洗后表面变粗糙,且随酸洗浓度的提高,粗糙度上升,表面孔洞也增多,范围扩大。在硝酸浓度为60 mL/L时,镀层结合力达到最大值,大于25 Mpa。并分析了硝酸浓度高、低对镀层结合力的影响,当浓度低于和高于60 mL/L时,镀层与基体间的结合力稍差;当硝酸浓度为60 mL/L时,酸洗时间30~40 s,得到的表面镀层与钕铁硼基体结合力最高,其值大于27 MPa。也有相关资料 [7] [8] 报到,酸洗溶液中加入辅助添加剂能够提升酸洗质量。
鉴于现代仪器仪表、光学设备、家用电器以及交通工具的许多零部件的表面都要求色泽柔和以防炫目,便于装配和使用;再者,为保证零部件与母体的粘胶性,镀层表面的粗糙度更不容忽视。
针对这一现状,本文探讨了酸洗浓度、时间、温度及粗化剂等因素对钕铁硼基体表面粗糙度的影响,提出了获得基体表面良好粗糙度的方案。
2. 实验
2.1. 试验仪器
SJ-410粗糙度仪;BSM-220.4电子天平。
2.2. 工艺流程
超声除油→热水洗→二级水洗→酸洗除锈→二级水洗→超声波去灰→水洗→吹干→粗糙度测试。
2.3. 酸洗溶液的组成及操作条件
为获得一定粗糙度的基体表面,前处理过程中,需要对酸洗工序进行控制,酸洗液的组成及工艺条件见表1。

Table 1. Composition and process conditions of pickling solution
表1. 酸洗液组成及工艺条件
2.4. 粗糙度测试
表面粗糙度是指加工表面具有的较小间距和微小峰谷的不平度。其两波峰或两波谷之间的距离(波距)很小,它属于微观几何形状误差。表面粗糙度越小,则表面越光滑。基体表面的粗糙度不同,直接影响其表面镀层的性能:影响镀层的耐磨性,镀层表面越粗糙,其磨擦阻力越大,镀层磨损的就越快。影响镀层与组合件的连接,镀层表面越粗糙,结合剂与镀层表面的浸润性越好,镀层与结合剂咬合的越紧密,所谓的“锁扣效应”也就越明显,镀层与配合件的连接强度自然越牢固;反之,镀层与配合件的连接强度就减弱。影响镀层的耐腐蚀性能,镀层表面越粗糙,易使腐蚀性的气体或液体积极镀层凹谷内,发生原电池反应,进而破坏镀层的完整性。
表面粗糙度的测试方法主要有四种:干涉法、触针法、比较法和光切法。
本实验使用粗糙度测量仪(Mitutoyo SJ-40),利用仪器的测针与被测表面接触,使测针沿其表面轻轻划动来对酸洗后的产品进行粗糙度(Ra值)测试。
3. 实验结果与讨论
影响因素正交试验
钕铁硼永磁材料整个表面处理过程,对其基体以及表面镀层的性能,影响最大的是前处理酸洗过程,酸洗不当,基体会出现过腐蚀或弱腐蚀现象,直接会影响镀层的各种性能。本实验过程重点考察了酸洗过程对基体表面粗糙度的影响,以便有效指导生产,确保镀层的可靠性。具体过程如下:
本文在酸洗液浓度45 mL/L,以酸洗时间、酸洗液温度、粗化剂的含量为3因素作4水平正交试验,以确定最优工艺参数。因素位级表见表2:
按照L16(34)正交表进行试验,然后对钕铁硼基体的粗糙度(R)、外观状态(a)分别进行10分制评定,结果见表3。
从表3可以得到酸洗时间(A)、酸洗液温度(B)、粗化剂含量(C)对粗糙度(R)、外观状态(a)及综合性能(T)的影响趋势图,如图1、图2、图3所示。
由图1可以看出,随着酸洗时间的延长,钕铁硼基体性能呈现先上升后降低的趋势;当酸洗时间为90 s时,基体的粗糙度(R)值和外观状态(a)都得到较好的结果,且综合得分(T) 14为最高,即基体的综合性能达到最佳值。

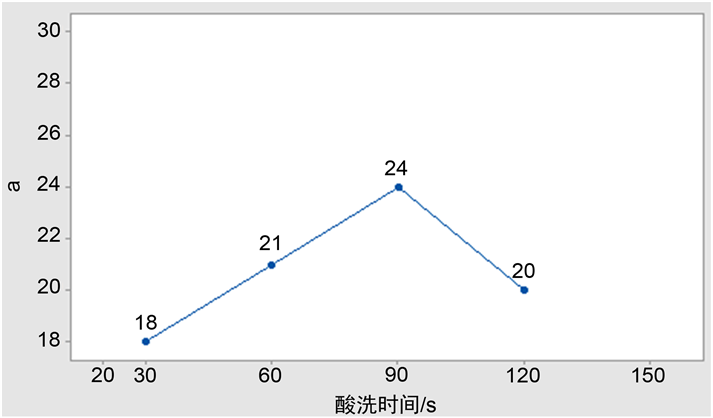

Figure 1. Trend diagram of influence of pickling time on matrix properties
图1. 酸洗时间对基体性能的影响趋势图
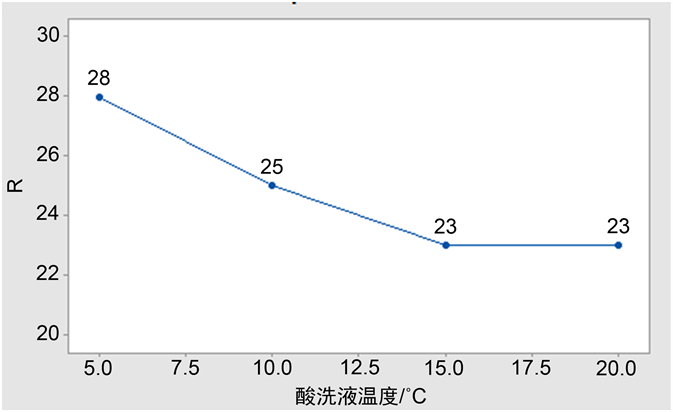
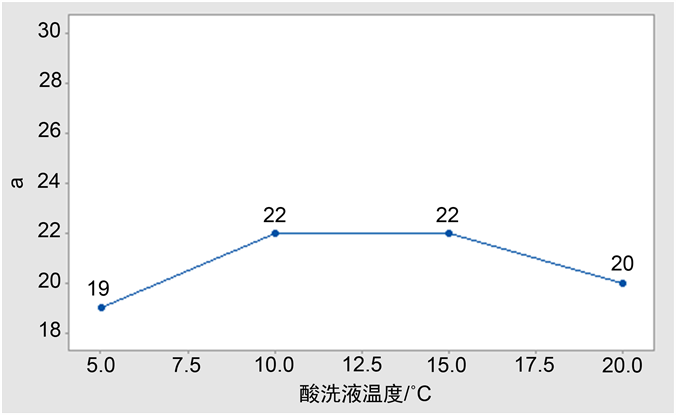
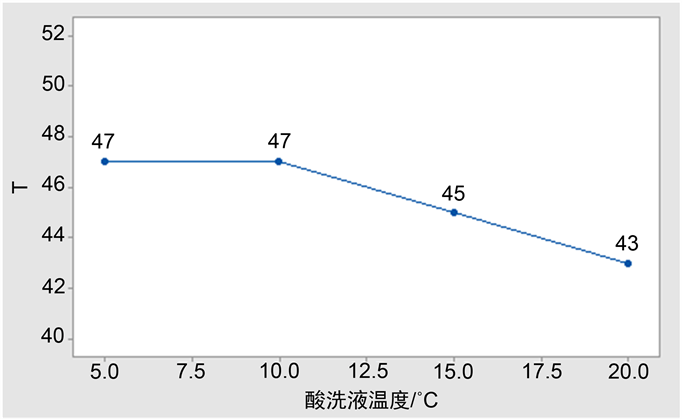
Figure 2. Trend diagram of influence of pickling temperature on matrix properties
图2. 酸洗液温度对基体性能的影响趋势图
由图2可以看出,随着酸洗液温度的增加,钕铁硼基体表面的腐蚀主要是与酸液之间的化学反应,几乎无晶相间的原电池加速腐蚀,均匀进行的腐蚀反应等同于对基体表面进行了一次弱光饰,因而导致钕铁硼基体性能粗糙度(R)出现降低的趋势;当酸洗液温度保持在5℃~10℃时,基体的综合性能达到最佳值。

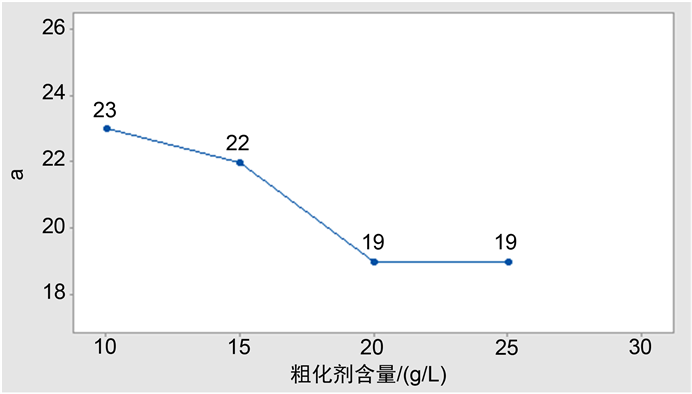
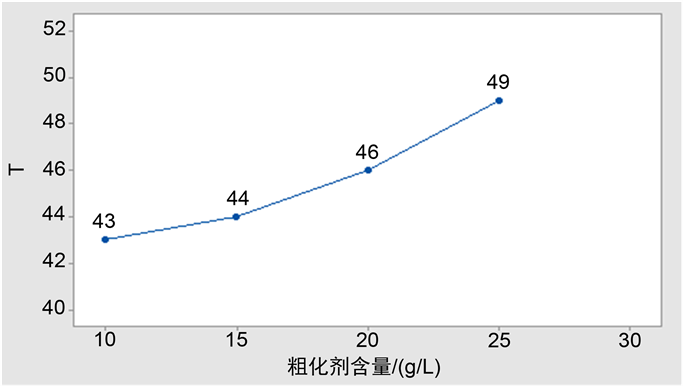
Figure 3. Trend diagram of influence of coarsener content on matrix properties
图3. 粗化剂含量对基体性能的影响趋势图
由图3可以看出,随着酸洗液中粗化剂含量的增加,加速了富钕相的快速腐蚀,使得钕铁硼基体性能呈上升的趋势;考虑到酸液的后期处理,当粗化剂的含量为20 g/L时,基体的综合性能较佳。
4. 结论
本文通过上述试验,得出以下结论:
1) 在酸洗液浓度一定的情况下,酸洗时间、酸洗液温度以及酸洗粗化剂对基体表面粗糙度都有一定程度的影响。
2) 在酸洗液浓度45 mL/L,粗化剂的含量为20 g/L,酸洗液的温度范围5℃~10℃时,酸洗时间90 s,得到的钕铁硼基体粗糙度适宜、性能较佳。
3) 同时依据客户需求,可以灵活调整基体的粗糙程度,对现场的生产过程有较强的指导意义。