1. 引言
我国是一个地大物博、人口众多、人员货物流通巨大的国家,铁路运输在我国的社会经济发展中扮演着重要角色。进入新世纪以来,随着我国社会经济的快速发展,我国铁路迎来了一段飞速发展时期,尤其是200公里时速以上的高速铁路建设,更是发展迅速。随着高速铁路运输的飞速发展,铁路行驶安全面临着日益严峻的挑战。铁路钢轨与轮对之间存在复杂的作用力,在列车提速后,机车车辆对轨道等的冲击力会加大。由于高速列车运行速度快、动车轴重量轻、钢轨磨耗小,使钢轨与轮对动态作用产生的滚动接触疲劳(RCF)伤损成为了主要伤损,滚动接触疲劳会促使钢轨形成轨头裂纹、孔裂、剥离、掉块、核伤等各种伤损。其中疲劳裂纹伤损危害最大,其数量大,发展速度快,裂纹发展到一定程度后容易形成横向疲劳裂纹,直至发生横向断裂,裂纹对行车安全构成巨大的隐患 [1] [2] 。
快速、准确地检测出钢轨裂纹等缺陷是预防钢轨断裂等重大失效的有效途径,无损检测技术是目前广泛应用在产品设备安全监测、故障预防领域的措施。电磁检测技术是非接触式的无损检测技术,为高速巡检提供了可能,同时铁磁性材料的电磁特性也非常适合钢轨裂纹的检测。
2. 方法
2.1. 理论基础
电磁检测技术中的漏磁检测(MFL)是指铁磁材料被磁化后,因材料存在切割磁力线的缺陷而在材料表面形成漏磁场,可以通过检测表面漏磁场的变化进而发现缺陷的无损检测技术。漏磁检测原理如图1所示,其中漏磁场的形成机理是,当被测材料内部是连续且均匀的材质时,材料被磁化后产生的磁力线将被束缚在工件内部且磁通平行于工件表面,在被测工件表面不会出现漏磁场。当材料存在缺陷时,缺陷会使磁导率发生变化,由于缺陷处为空气等非铁磁性物质,其磁导率很小,磁阻很大,使缺陷处磁路中的一部分磁通绕过缺陷,泄漏到材料表面上空,通过空气绕过缺陷再进入材料,于是就在材料表面形成了漏磁场 [3] [4] 。其中漏磁检测技术,就是通过霍尔元件一类的磁敏传感器感应缺陷漏磁场的信号,将
磁信号转换为电信号输出给后面的电路模块,经过信号的处理和提取达到确定缺陷信息的目的。
漏磁检测中按磁化方式所用励磁源的不同主要可以分为直流磁化、交流磁化、永磁磁化和复合磁化等几类。其中直流漏磁检测(DCMFL)和交流漏磁检测(ACMFL)是本文主要研究的两种检测技术。
直流漏磁检测技术是以直流电流激励磁芯(硅钢片、铁氧体等)产生磁场磁化被测工件。直流漏磁检测的磁化场穿透能力强,能检测到工件近表面的内部缺陷,但强大的磁场穿透能力使得励磁装置与工件之间存在较大的吸力,同时剩磁也较大。直流漏磁检测信号中缺陷信号处在低频频段,而噪声干扰大部分集中在高频,在信号处理时通过低通滤波能将缺陷信号以包络形式分离出来 [5] 。另外,直流漏磁检测装置较大,成本也相对较高。
交流漏磁检测与直流漏磁检测的理论基础相同,只是激励源不同。交流漏磁检测是以交流电流加载在激励线圈上,产生交变磁场来对被测工件进行磁化的。可以通过调节交流电流的频率和幅值来控制被测漏磁信号的频率和幅值,磁化场和漏磁场的频率及相位与激励电流的频率和相位是一致的。交流漏磁检测的磁化场存在集肤效应,随着交流激励频率增加,磁化渗透深度将逐渐减小,因此交流检测适合表面、亚表面等缺陷的检测。交流漏磁检测装置轻便、价格便宜,同时检测中励磁装置对工件的吸力小,退磁也容易。但是在高速条件下的检测对采集速率要求相应增高,采集卡的成本增加。交流漏磁信号与直流漏磁信号不同,交流磁场可以看作是载波,交流漏磁信号相当于缺陷处信号加载到交流磁场信号上形成的调制信号。交流漏磁的信号处理使用正交解调的方法提取出缺陷信号,处理后不仅可以滤除掉高频噪声信号,还能去除掉与缺陷信号频率相近的低频干扰信号,有效地提取出缺陷信号 [6] [7] ,达到比直流漏磁检测技术抗干扰性更强的效果。
通过比较研究这两种检测方法在不同巡检条件下的信号,确定直流漏磁和交流漏磁分别适合的巡检条件,将两种方法优势互补,组合式检测,能够应对实际检测中的各种检测条件,对裂纹缺陷的全面检出意义重大。
2.2. 实验系统
本文实验部分包括手推式实验和高速转台实验,研究各种巡检条件下的检测信号。同时,两种实验平台下的实验都分别进行了直流漏磁和交流漏磁两种方式的检测,对两种方式下的检测信号进行了对比研究。
2.2.1. 手推式实验平台
整个手推式检测实验系统示意图如图2所示,电源加载电压至磁轭的激励线圈上对钢轨进行磁化,使磁轭和钢轨之间形成磁路,缺陷处漏磁场信号被固定在磁轭下方的磁敏传感器接收到,磁敏传感器将磁信号转化为电信号,传输给后面的信号调理电路机箱,再经过滤波器进入主机箱的采集卡,采集卡将
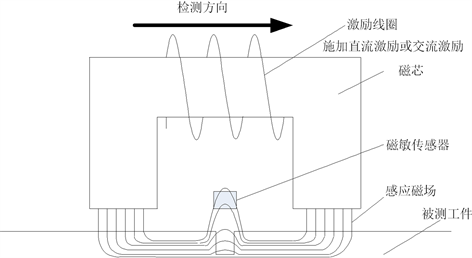
Figure 1. Schematic diagram of magnetic flux leakage detection
图1. 漏磁检测原理示意图
模拟信号转化为数字信号后存入PC机处理及显示。匀速手推磁轭行进可以扫查到钢轨上的所有缺陷。检测试件模拟钢轨轨头设计,试件上加工了一系列表面裂纹,人工表面裂纹试件示意图如图3所示,试件上缺陷参数如表1所示。
2.2.2. 高速转台实验平台
高速转台实验系统框架如图4所示,其检测原理及检测硬件设备与手推式检测类似,只是高速实验检测平台与手推式实验平台不同,由于转盘轨道需要循环检测,因此在激励磁轭的对称一侧加上了一个相同尺寸的反向磁化磁轭,来消除正向磁化检测完后的剩磁。高速转台所用磁化器为铁氧体大磁轭。直流漏磁检测时还有低通滤波电路加入,对信号进行预处理;交流漏磁检测时不需要加入硬件低通滤波器。高速转台轨道模拟钢轨轨头设计,电机带动其旋转,转台轨道周长2.67 m,旋转时线速度范围为1~55 m/s。其表面开口裂纹分布示意图如图5所示,表面开口裂纹参数如表2所示。
3. 结果和讨论
3.1. 人工表面裂纹手推式信号比较
手推实验中,直流漏磁检测激励电压为20 V,交流漏磁检测激励电压经功放放大后输出幅值为20 V,
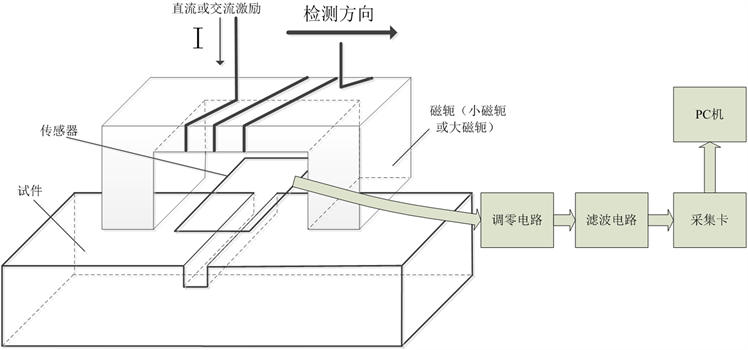
Figure 2. Schematic diagram of hand-move detection system
图2. 手推式检测实验系统示意图
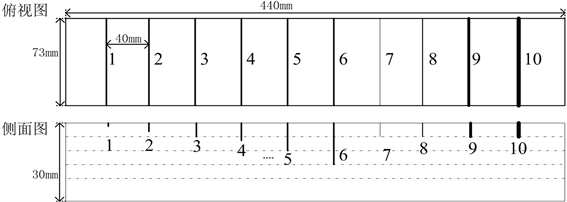
Figure 3. Schematic diagram of artificial surface cracks
图3. 人工表面裂纹试件示意图
激励频率为100 Hz,两种检测方式提离均为0.2 mm,巡检速度均为0.3 m/s左右,采集卡采样率均为100 K/s。
提取人工表面裂纹试件2~6号5条深度依次增加的裂纹作对比分析,其中X方向信号较好,图6所示为交直流漏磁表面裂纹手推式检测X方向信号对比图,从图中可知,两种检测方式均能识别出5条裂纹信号,但是直流漏磁检测信号稳定性不高,不能将缺陷信号幅值和实际缺陷尺寸对应上;而交流漏磁检测信号稳定性好,能将缺陷信号与实际缺陷一一对应上。可知,针对手推式表面裂纹的检测,交流漏磁检测比直流漏磁检测方式更合适。
3.2. 高速转台表面裂纹信号比较
高速转台表面裂纹信号比较分为低速状态和高速状态两种情况,实验参数如下:直流漏磁检测激励

Table 1. The defects parameters of artificial surface cracks
表1. 人工表面裂纹试件缺陷参数表
Table 2. The artificial surface cracks parameters of high speed rotation track
表2. 高速转盘轨道人工表面裂纹参数表

Figure 4. Schematic diagram of high speed rotation system
图4. 高速转台实验系统框架

Figure 5. Schematic diagram of artificial surface cracks
图5. 人工表面裂纹试件示意图

Figure 6. Comparison of DC MFL and AC MFL signals of hand-move surface crack detection
图6. 交直流漏磁表面裂纹手推式检测信号对比图
电压为20 V,交流漏磁检测激励电压经功放放大后输出为20 V,低速激励频率为1 KHz,高速激励频率为5 KHz,两种检测方式提离均为2 mm,采集卡采样率均为100 K/s。
3.2.1. 低速实验
低速实验在高速转盘实验平台上完成,当转盘线速度低于5 m/s时,进行实验并采集信号,低速下激励频率选择1 KHz。图7所示为巡检速度为1 m/s时,直流漏磁检测和交流漏磁检测X方向的信号的对比图。实验结果显示,在低速条件下,直流漏磁检测方法能够实现对钢轨表面裂纹的有效检测,能够识别出全部裂纹缺陷,并能通过缺陷信号分析出裂纹的某些特征性质,但是信号的噪声稍大,并且整个信号基准线不平稳,一个周期内信号有上下波动的情况;交流漏磁信号能够达到对全部缺陷的检出和通过信号判定缺陷特征的要求,比如5~7号缺陷能够判断出缺陷的深度。并且整个周期内信号平稳,信号噪声小。并且整个周期内信号平稳,信号噪声小。
本文需要通过数据分析精确比较出低速条件下直流漏磁与交流漏磁检测的优劣,本文提出通过计算检测系统对缺陷的分辨率来精确对比分析两种检测系统信号的好坏。系统对缺陷分辨率的计算原理如图8所示,选择两条不同深度的垂直缺陷作为分析对象,缺陷深度分别为
,
。经过系统检测后,输出的缺陷信号幅值分别为
,
。在实验条件保持严格一致的情况下,对这两条缺陷进行多组重复检测实验,求出多组试验下两条缺陷信号的标准不确定度的
、
,取最大值
,这个值就是系统能分辨出来的最小缺陷深度对应的信号幅值。因此系统对缺陷深度的分辨率可表示为,
(1)
通过计算系统对缺陷深度的分辨率来准确地比较分析交直流漏磁检测系统在转台低速检测条件下的
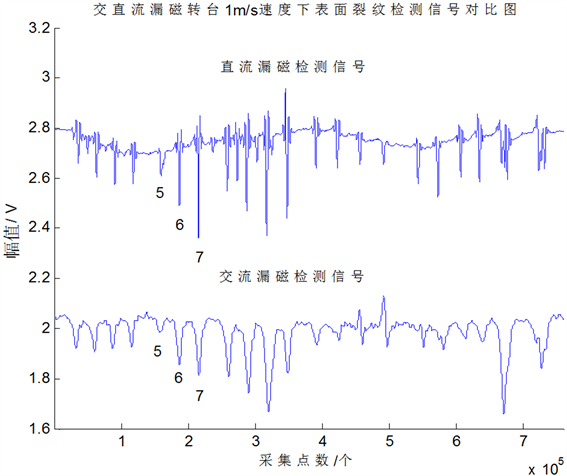
Figure 7. Comparison of DC MFL and AC MFL signals of high speed rotation system with low speed
图7. 交直流漏磁表面裂纹高速转台低速下检测信号对比图
优劣性。提取5号裂纹(垂直深度2 mm)和7号裂纹(垂直深度8 mm)作为分析对象,直流漏磁和交流漏磁分别进行3组重复试验,为了增加数据的说服性,分别进行了1 m/s、2 m/s、3 m/s三种速度下的实验和分辨率计算,实验结果如图9所示。
根据系统分辨率计算公式(1)和表3中的实验数据,可计算得到直流和交流漏磁检测系统对缺陷深度的分辨率。计算结果如下:

Figure 8. Schematic diagram of defects solution calculation
图8. 系统对缺陷的分辨率计算原理图

Figure 9. Comparison of DC/AC MFL amplitude with different rotation speed
图9. 不同转速下交直流漏磁信号幅值对比图
Table 3. The data analysis for solution of DC MFL and AC MFL system
表3. 直流与交流漏磁检测系统分辨率分析数据表
1 m/s速度下时:直流漏磁检测系统对缺陷深度的分辨率为0.57 mm;交流漏磁检测系统对缺陷深度的分辨率为0.34 mm。
2 m/s速度下时:直流漏磁检测系统对缺陷深度的分辨率为0.15 mm;交流漏磁检测系统对缺陷深度的分辨率为0.44 mm。
3 m/s速度下时:直流漏磁检测系统对缺陷深度的分辨率为0.07 mm;交流漏磁检测系统对缺陷深度的分辨率为0.53 mm。
从分辨率计算可知,1 m/s速度下,交流漏磁比直流漏磁检测裂纹缺陷的分辨率更高;在2 m/s和3 m/s速度下,直流漏磁比交流漏磁检测裂纹缺陷的分辨率更高。
通过信号图以及系统分辨率分析比较可知,两种方法都能有效识别出全部裂纹缺陷,交流漏磁信号比直流信号更平稳,直流漏磁检测系统对缺陷分辨率随速度增大而增大。在巡检速度小于2 m/s的低速条件下,交流漏磁比直流漏磁检测裂纹缺陷的分辨率更高,而在巡检速度大于等于2 m/s的条件下,直流漏磁比交流漏磁检测裂纹缺陷的分辨率更高。因此在检测速度小于2 m/s的低速时,交流漏磁比直流漏磁对缺陷检测更合适。
3.2.2. 高速实验
为了进一步验证速度大于2 m/s时交直流漏磁检测信号变化趋势,比较分析了高速条件下的交流和直流漏磁检测信号。提取一组高速下的实验数据作对比分析,图10所示为巡检速度为40 m/s时,直流漏磁检测和交流漏磁检测X方向的信号的对比图。实验结果表明,在高速条件下,直流漏磁检测方法能够实现对钢轨表面裂纹的有效检测,不仅能够识别出高速转盘上全部19条单独裂纹和2组密集裂纹带,还能得到显著的反映裂纹特征性质的幅值信号和特征信号,缺陷信号与实际缺陷一一对应。而在使用交流漏
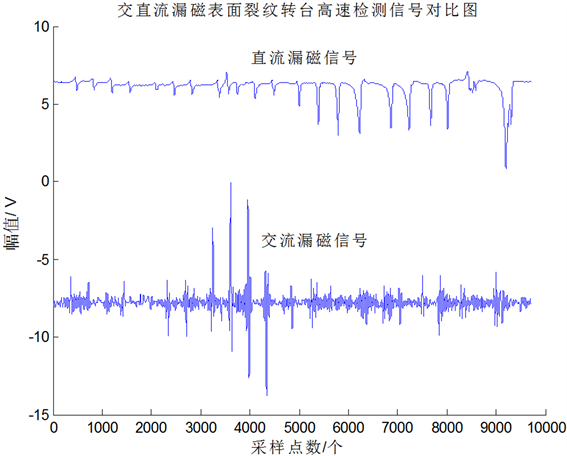
Figure 10. Comparison of DC MFL and AC MFL signals of high speed rotation system with high speed
图10. 交直流漏磁表面裂纹高速转台高速下检测信号对比图
磁检测方法时不能识别出全部的裂纹缺陷,同时分辨率低。
从国内外现有的研究成果可知,直流漏磁检测裂纹缺陷,信号幅值会随着巡检速度提高而增大,本次实验结果符合理论结果,信号能全面准确地识别出裂纹,并且比低速下幅值大。而交流漏磁检测随着速度的提高,对交流激励频率的要求增加,同时采样频率也要相应加大。一方面由于集肤效应的存在,随着激励频率增大磁场对工件的渗透深度随之减小,而表面裂纹对深度较为敏感,漏磁信号会相应减弱;另一方面,硬件设备中采集卡的采样频率有限,一些缺陷信号不能在载波上完整地被记录,结合因集肤效应引起的漏磁信号减弱,导致一部分缺陷不能在高速下被交流漏磁方法检出。同时,高频率下信号处理难度也加大,解调后的交流信号不能完全分辨出缺陷。结合低速交流漏磁信号可知,在高速下,交流漏磁检测的缺陷信号会变得更差,甚至不能识别出缺陷,因此可知交流漏磁检测的系统对缺陷分辨率随速度增大而减小。所以,直流漏磁检测比交流漏磁检测更适合高速情况下的钢轨裂纹检测。
通过手推实验、转台低速实验和转台高速实验的分析,结合直流漏磁检测和交流漏磁检测的速度效应可知,能够初步找到一个速度分界值,当检测速度小于这个值时,交流漏磁比直流漏磁对缺陷检测更合适;当检测速度大于这个值时,交流漏磁比直流漏磁对缺陷检测更合适。
4. 总结
综上所述,经过对比分析研究直流漏磁检测和交流漏磁检测不同速度条件下的缺陷检测信号,发现两种方法在不同速度条件下各有优势。在巡检速度小于2 m/s时,交流漏磁比直流漏磁检测对裂纹缺陷的分辨率更高,同时在信号波形图上交流信号比直流信号更明显,信号噪声也更低;而在巡检速度大于等于2 m/s的电机驱动条件下,直流漏磁比交流漏磁检测裂纹缺陷的分辨率更高。在速度提升至40 m/s情况下,直流漏磁检测可以清晰分辨独立和密集裂纹缺陷,而交流漏磁检测信号存在明显的噪声,难以分辨全部裂纹缺陷,尤其是密集斜裂纹。
通过直流/交流漏磁检测方法在不同巡检速度条件下的分辨力和幅值特征对比研究,体现了两种激励方式的信号特征和应用局限。将两种检测方法优势互补,可为基于漏磁原理的检测方案设计提供参考,也为钢轨缺陷高速检测设备的设计制造提供了宝贵的实验依据。