1. 引言
螺旋弹簧是汽车底盘中普遍应用的弹性元件。与同功能的金属螺旋弹簧相比,采用纤维增强树脂基复合材料制作的螺旋弹簧不仅能减重40%以上,而且具有断裂安全性,其缓冲减震能力和疲劳寿命理论上也明显高于金属螺旋弹簧,这对汽车的节能减排和舒适性、安全性、可靠性提升均有重要意义 [1] [2] [3] 。随着汽车底盘“以塑代钢”研究的深入,复合材料螺旋弹簧得到了国内外学者的高度关注。Chiu CH [4] 等通过试验发现芯轴与编织层组合的复合材料螺旋弹簧能有效提高弹簧强度、减少材料用量;Arularasan R等 [5] 通过试验验证了复合材料螺旋弹簧用于轻型商用车的可行性;Wu L [6] 提出通过控制加捻数能有效改善复合材料螺旋弹簧的应力分布状态和刚度;Kim SJ [7] 通过消失模法制备了一种±45˚编织复合材料螺旋弹簧;Qian J [8] 提出了一种新型的纤维增强芯轴加外层编织结构的复合材料螺旋弹簧;Asiri S [9] 对比了不同材料不同截面的螺旋弹簧的部分性能,得出复合材料螺旋弹簧的储能以及减重性能最优。
虽然目前针对定刚度复合材料螺旋弹簧的研究已比较丰富,但未见针对其铺层及可靠性方面的研究,尤其缺乏针对变刚度复合材料螺旋弹簧的研究。对汽车悬架而言,采用变刚度复合材料螺旋弹簧既能实现减能减排和舒适性提升,也能实现可靠的变刚度功能,进而显著提升悬架的动力学性能。在前期研究中,变刚度复合螺旋弹簧的结构设计、刚强度匹配设计理论及优化设计方法已经得到了系统建立 [10] 。因此,揭示变刚度复合材料螺旋弹簧的失效模式,并在此基础上进行科学的可靠性优化设计,是接下来需要攻克的关键问题。
本文在前期研究工作基础上 [10] ,首先针对变刚度复合材料螺旋弹簧进行了选材和铺层设计,然后分别对采用不同铺层及不同材料的四种典型变刚度复合材料螺旋弹簧样件进行台架强度和疲劳试验。基于试验结果分析了各种类样件的失效模式,并建立了针对可靠性优化问题的多目标优化模型,通过已通过试验验证的有限元模型验证了优化效果,为变刚度复合材料螺旋弹簧在可靠性方面的设计提供理论和方法支撑。
2. 选材
为了充分揭示材料对变刚度复合材料螺旋弹簧可靠性的影响规律,综合考虑力学性能、卷曲成型可行性和量产前景,选用克重为150 g/m2的E玻璃纤维预浸料和克重为200 g/m2的T300碳纤维预浸料制作变刚度复合材料螺旋弹簧样件,预浸料厚度均为0.2 mm。本文主要研究成本较低的玻璃纤维复合材料螺旋弹簧,对应玻璃纤维预浸料的材料参数如表1所示。表中
分别表示为单向纤维复合材料预浸料的纵向和横向弹性模量;G12、G23分别表示纤维方向的剪切模量以及横向剪切模量;
表示各方向的泊松比;XT、XC、YT、YC、S12是单向纤维复合材料预浸料的基本强度值,其中
分别代表纵向(纤维)方向、横向方向、剪切方向的强度,下标T表示为拉伸方向,C表示压缩方向。

Table 1. Material parameters of unidirectional glass fiber prepreg
表1. 单向玻璃纤维预浸料材料参数
3. 铺层设计方案
在前期研究中已经确定变刚度复合材料螺旋弹簧的结构尺寸、制作了对应模具,并验证了样件刚度匹配设计方法的正确性 [10] 。最终选用的结构形式如图1(a)所示。
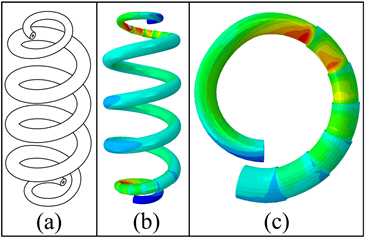
Figure 1. Typical variable stiffness composite spring structure
图1. 典型的变刚度复合材料弹簧结构
同样刚度下,采用45˚铺层可使复合材料螺旋弹簧的材料利用率最大、质量最小 [11] [12] ,因此簧丝均采用45˚铺层。此外,在簧丝中心区域引入聚氨酯芯轴,能降低卷曲难度、减少预浸料用量,且可在不影响弹簧刚度的前提下提升弹簧的强度 [4] ,因此保留了聚氨酯芯轴。
与等径的定刚度复合材料螺旋弹簧不同,变刚度复合材料螺旋弹簧存在变直径簧丝部分,该部分可通过阶梯型铺层递减的方式来匹配相应的簧丝截面直径(简称“阶梯型铺层”)。对应的预浸料形状及卷曲后的变直径簧丝部分如图2(a)所示。根据前期有限元分析结果,变径部分簧丝的应力明显高于等径部分簧丝,如图1(b)、图1(c)所示。因此,簧丝变径部分是可靠性薄弱区域。针对上述问题,提出一种新的铺层方案(简称“包夹型铺层”),对应的预浸料形状及卷曲后的变直径簧丝部分如图2(b)所示。其中,裁切的预浸料上端预留了若干层长边便于与聚氨酯棒充分贴合实现高质量卷绕,下端预留了若干层长边便于连续包裹簧丝最外层区域,将变径部分的预浸料端部裁剪成带一定斜度的阶梯,同时在图2(b)矩形区域的预浸料端部裁切出一定斜度,以补偿变径区域的直径差,尽量避免卷曲过程中的褶皱。将裁切好的预浸料按照图2所示方向卷曲即可得到所需的纤维预成型体。
4. 试验研究
4.1. 样件制备
采用基于石膏消失模思想的模压法工艺制备试验样件,具体步骤如图3所示。每种类型的弹簧至少制备三个样件以降低试验结果的离散性并保证试验结果的可重复性。
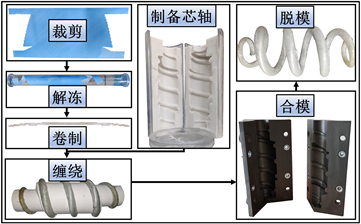
Figure 3. Sample preparation flow chart
图3. 样件制备流程图
4.2. 可靠性试验
涉及的样件类型包括阶梯型玻璃纤维螺旋弹簧(简称“A型弹簧”)、包夹型玻璃纤维螺旋弹簧(简称“B型弹簧”)、阶梯型碳纤维螺旋弹簧(简称“C型弹簧”)和包夹型碳纤维螺旋弹簧(简称“D型弹簧”)。通过对四种类型弹簧的强度及疲劳试验,获取其典型失效模式,支撑后续的可靠性优化工作。
4.2.1. 强度试验
采用MTS万能试验机进行分级加载。初始20 mm以5 mm/min的加载速度加载。在样件压缩变形20 mm之后,以2 mm/min的速度加载,每隔5 mm压缩变形后停止加载,观察样件的损伤情况。直到弹簧出现明显异响、侧向弯曲、断裂或者并圈后停止试验。
图4(a)~(d)分别为A型、B型、C型、D型弹簧的具体强度破坏位置。对比图4(a)和图4(c),碳纤维弹簧在过渡段出现了严重的分层与基体开裂,而玻璃纤维弹簧仅有轻微的分层。对比图4(b)和图4(d),碳纤维弹簧的失效情况也比玻璃纤维弹簧严重。这是由于碳纤维模量高,对截面的突变更加敏感,同时玻璃纤维韧性优于碳纤维,所能承受的应变更大。
对比图4(c)和图4(d),材料均为碳纤维的前提下,阶梯型铺层在变径部分出现了严重的分层损伤,而包夹型铺层在变径部分未出现分层损伤。这是由于阶梯型铺层存在簧丝截面突变的情况,且碳纤维模量较高,导致截面突变区应力集中,最终导致分层发生。而包夹型铺层的外层为连续铺层,一体性更强,可对分层损伤进行有效的抑制。
图5展示了各样件在完成强度试验后的刚度衰减及高度衰减情况。刚度衰减方面,采用两种铺层方式的玻璃纤维弹簧刚度下降率均低于对应的碳纤维弹簧,证明玻璃纤维由于其较高的韧性,更适合于类似弹簧这种大变形结构。高度衰减方面,阶梯型玻璃纤维弹簧高度下降率最低,碳纤维两种铺层高度下降率均在4%左右,而包夹型玻璃纤维弹簧高度下降率最高。结合失效模式和性能衰减情况,A型弹簧的强度性能最优。
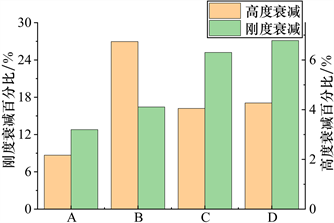
Figure 5. Stiffness and height attenuation histogram of the specimen
图5. 样件的刚度及高度衰减柱状图
4.2.2. 疲劳试验
本节涉及A、B、C、D四种弹簧类型。为了提高试验结果的准确性,对每种类型的弹簧样件,均选用三个合格样件进行疲劳性能测试。疲劳试验在图6所示的疲劳试验机上开展。试验中统一对样件施加频率为1 Hz,幅值为60 mm的正弦循环载荷。对每个样件加载1000次载荷循环后,观察样件的损伤情况。若未出现异常情况,则以每5000次载荷循环作为一个周期,观察样件的损伤情况。每完成一次加载周期,测试样件高度值及下压60 mm的刚度值。当样件出现明显损伤、异响、断裂或侧向弯曲后终止试验。
图7(a)为A型弹簧在承受16,000次循环载荷后在簧身中部出现的轻微分层情况,样件在变径部分也出现了基体开裂,但总体损伤较为轻微。根据图8,A型弹簧在承受超过1000次循环载荷后刚度衰减曲线趋于平缓,且刚度衰减最缓慢,最终的刚度衰减率也最低,仅为12.6%;图7(b)为B型弹簧在承受11,000次循环载荷后在簧身中部出现分层、基体开裂的情况,且在变径部分出现了断裂现象,总体损伤较为严重。根据图8,B型弹簧随着循环次数增加刚度迅速下降,下降率最终达到25.2%;图7(c)为C型弹簧在承受11,000次循环载荷后在变径部分出现的严重的分层开裂现象,弹簧平圈区域也有断裂的现象。根据图8,C型弹簧在疲劳后期分层达到饱和,最终刚度衰减率为18.6%;图7(d)为D型弹簧在承受16,000次循环载荷后在变径部分起始段出现的纤维断裂现象,且在簧身中部也出现了基体开裂现象,整体损伤较为严重。根据图8,D型弹簧的刚度衰减规律与B型弹簧类似,最终刚度衰减率为28.6%。虽然四种弹簧的损伤模式各有不同,损伤程度也存在差异,但四种弹簧的高度衰减并没有较大差距,均保持在3%~4%的区间范围。因此,A型弹簧的失效模式、疲劳寿命和刚度衰减率均最佳。
对比图7(a)和图7(c),在相同结构尺寸及阶梯型铺层方案的前提下,C型弹簧的损伤情况比A型弹簧恶劣,且A型弹簧的疲劳寿命也高于C型弹簧,说明采用玻璃纤维制作复合材料螺旋弹簧对其可靠性有利。
根据图7(b)和图7(d),由于包夹型铺层将连续铺层置于载荷最大的簧丝外层,减弱簧丝变径部分的截面突变效应,在变径区域均未出现分层现象。但需要注意的是,由于包夹型铺层的引入,使弹簧平圈与变径部分之间的过渡区域强度降低,导致两类弹簧在端部均出现了断裂现象。因此包夹型铺层方案对螺旋弹簧的抗分层能力有利,但对螺旋弹簧的强度不利。对比图7(c)和图7(d)及弹簧对应的刚度衰减率,也可得到相同的结论。
根据图8,随着循环次数的增加,四种弹簧的刚度衰减均表现出由快到慢的规律,这符合复合材料疲劳损伤的扩展规律 [13] 。其中,A、C两种阶梯型弹簧的刚度衰减较慢,这是因为疲劳加载过程中阶梯型铺层保存了材料大部分的力学性能。得益于玻璃纤维高韧性的特点,A型弹簧的裂纹扩展得到了较好的抑制,因此其刚度衰减是四种弹簧中最慢的。而B、D两种包夹型弹簧的刚度衰减最快,这是因为二者在端部均出现了局部断裂现象,严重影响了弹簧的承载能力。虽然包夹型铺层抗分层能力更强,但严重削弱了弹簧的整体强度,得不偿失。

Figure 8. Line chart of spring performance attenuation (fatigue)
图8. 弹簧性能衰减折线图(疲劳)
综上所述,采用阶梯型铺层弹簧的疲劳性能显著优于采用包夹型铺层弹簧,且玻璃纤维弹簧的疲劳性能明显优于碳纤维弹簧,这与强度试验相关结论吻合。此外,根据疲劳试验结果,A型弹簧不但疲劳寿命最高,而且疲劳试验后刚度衰减率和高度损失率均最低,疲劳性能最优。
图9是样件普遍出现失效现象的变径簧丝与平圈过渡区域的内部截面照片,具体截面位置如图9(a)所示。根据图9,层间分层和纤维断裂是该部位的主要失效模式。因此,通过优化设计提高簧丝过渡段的强度及抗分层能力可有效提升变刚度复合材料螺旋弹簧的可靠性。
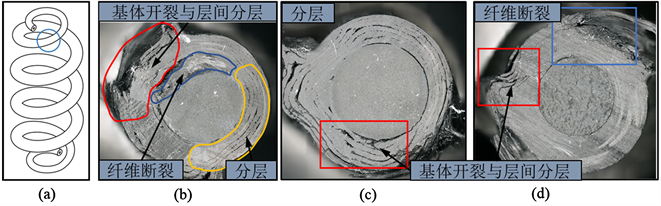
Figure 9. Damage cross section of variable diameter region
图9. 变径区域损伤截面图
5. 优化设计
为了进一步针对性提升变刚度复合材料螺旋弹簧的可靠性,使之更适宜工程应用,需要建立相关的优化模型并进行可靠性优化设计。根据前述分析结果,阶梯型玻璃纤维复合材料螺旋弹簧综合性能最好,且具有更好的卷曲工艺性,因此本节主要针对阶梯型复合材料螺旋弹簧进行多目标优化。
5.1. 优化变量
根据4.2.2节的研究结论,在采用玻璃纤维材料、阶梯型铺层的前提下,要提高弹簧的整体可靠性,需要提升簧丝过渡段的强度及抗分层能力,关键在于协调簧丝端部半径
、簧丝中部半径
和芯轴半径
,进而优化簧丝过渡段的形貌。由于确定采用阶梯型铺层方案,相关预浸料裁切尺寸同样取决簧丝过渡段的形貌。因此,选择簧丝端部半径
、簧丝中部半径
及芯轴半径
为优化变量。
5.2. 约束条件
现方案
,
,
,综合考虑工程实际及工艺性,且需满足
,取三个变量的变化范围为:
,
,
。
5.3. 适应度函数
簧丝过渡段的铺层递减结构如图10所示。
该问题的首要优化目标是铺层参数优化,铺层参数主要与簧丝相关尺寸相关,一般通过阻隔距离
与预浸料的厚度
的比值的最大化来提高弹簧的可靠性,
,
为变径部分的长度,n为变径部分的铺层数,具体表达式为
,约分得到铺层参数表达式为:
(1)
其次优化目标为弹簧刚度,确保其刚度满足设计要求;进一步,在刚度满足要求的前提下使弹簧的强度比R最大,使同样也能起到提高弹簧可靠性的目的;最后是使弹簧质量m最小,这不但能使轻量化效果最好,而且能降低成本。因此,构建的遗传算法多优化模型的各子目标如下:
(2)
其中,
、
、
和
分别为刚度子目标、强度子目标、质量子目标和铺层子目标;
为空载刚度、
为满载刚度,
为设计空载刚度,
为设计满载刚度,具体细节参考论文 [10] ,通过空载与满载理论与设计刚度绝对差值的乘积能进一步放大子目标值,将二者有机地联系到一起;R为强度比,选取复合材料中应用最广泛的Tsai-Wu张量准则 [14] 来进行强度计算;m为弹簧质量,包括平圈、变径、中部以及聚氨酯芯轴部分,在保证簧丝长度不变的情况下主要与三个优化变量相关。
最终获得的适应度函数如下所示:
(3)
式中的
表示对应参数的加权系数。为使种群中的优良基因更多地传递给下一代,同时加速种群进化,减少迭代次数,对超出预期目标的结果增加权重系数以降低不满足个体要求的适应度。同时不同目标函数的数量级也不尽相同,通过设置不同的权重系数使各目标函数在接近的数量级进行优化,对主要优化目标,可适当提高其数量级。具体设置如下式所示:
(4)
遗传算法种群进化过程中各优化变量进化规律如图11(a)~(c)所示。经过遗传算法1300代种群进化后进化停滞。

Figure 11. Evolution law of each optimization parameter
图11. 各优化参数的进化规律
优化结果如表2所示,芯轴半径
,端部半径
,中部半径
时的复合材料螺旋弹簧刚度、铺层参数、强度比、质量最优,此时的空载刚度
,满载刚度
,铺层参数
,强度比
,质量
,刚度误差控制在5%以内的情况下,其余参数都得到一定程度加强,其中铺层参数提升17.6%,强度比提升92.2%,质量减轻14.5%,因此优化结果合理。
6. 损伤模型及仿真分析
复合材料结构的损伤及疲劳失效模式复杂、影响因素众多,在工程应用方面主要基于应力或应变特征来考虑复合材料结构的可靠性问题,即采用“静力覆盖疲劳”原则 [15] 。为了支撑后续分析及仿真工作,该节阐述了相关工作涉及的理论模型。
铺层方向为45˚的圆管在承受扭转力矩时,其截面主要承受剪切力,如图12所示。针对45˚铺层下复合材料簧丝的受力特点,后续的强度与疲劳分析主要关注纤维拉伸失效、基体压缩失效以及分层这3个关键指标。
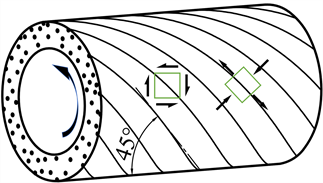
Figure 12. The torsional deformation diagram of composite circular tube at 45˚ ply angle
图12. 45˚铺层复合材料圆管扭转变形示意图
6.1. 损伤起始判据
对损伤起始判据,采用Hashin失效准则,其具体表达式如下:
(5)
其中
分别表示层合板各方向应力、纤维方向强度、基体方向强度、剪切方向强度。
分别表示材料1方向应力为正、1方向应力为负、2方向应力为正、2方向应力为负时的损伤参量。当F的值达到1时对应单元出现损伤。
6.2. 分层模型
采用双线性损伤模型来模拟弹簧分层的过程,该模型包含线弹性阶段与损伤阶段 [16] 。采用基于牵引力–位移本构关系的内聚力方法对弹簧层间的力学行为进行建模。
界面单元的损伤起始由二次名义应力准则控制,该准则可表示为:
(6)
其中
和
分别为剪切方向和法向方向的界面强度和牵引力。采用Benzeggagh和Kenane [17] 提出的B-K准则来判断裂纹是否开始扩展,通过判断ABAQUS中内聚力单元的破坏来确定混合模式下的断裂能,其表达式为:
(7)
式中:
为内聚特性参数;G为断裂能,cr表示临界断裂能。参数如表3所示 [18] 。
Table 3. Material parameters describing interface characteristics
表3. 界面特性材料参数
6.3. 建模与优化仿真对比
为更直观地对比优化前后弹簧可靠性提升程度,在CATIA中按照优化前后弹簧的特征铺层参数分别建立相应的二分之一模型,具体如图13所示。在ABAQUS软件中划分六面体网格,网格类型为C3D8I,以保证变形模拟精度;不同铺层接触面之间通过零厚度粘接单元来模拟铺层之间的分层损伤;以Hashin失效准则判定特征铺层面内损伤。考虑到计算成本以及收敛问题,本节选取弹簧中具有代表性的平端与变径的过渡区域、变径部分中间区域、变径部分末端区域三个区域进行分层损伤分析,具体位置如图14(c)所示。
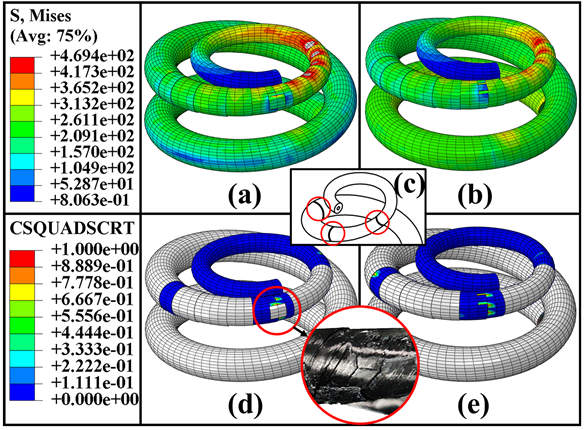
Figure 14. Comparison of simulation results before and after spring optimization
图14. 优化仿真结果
图14(a),图14(d)分别为优化前应力云图、分层损伤云图,图14(b),图14(e)分别为优化后应力云图、分层损伤云图。在相同载荷与应力标尺下,弹簧在变径区域的应力从优化前的537 MPa下降到469 MPa,下降比为12.7%,具有明显的可靠性提升。对比图14(d)与图14(e),分层损伤用红色圆圈进行了标注,优化前该区域出现较大面积的分层,与试验有很好的吻合性。优化后对应位置的分层面积明显降低,优化结果符合预期。
通过优化弹簧芯轴、端部、中部尺寸,在刚度、强度、质量、铺层参数中找到最佳平衡点。之所以能有效提高弹簧的可靠性,在于不等长铺层的引入极大地影响了其性能。阶梯型铺层导致变截面区域应力集中,裂纹在该区域更易萌生,而相邻铺层之间的阻隔距离与裂纹扩展速率之间存在正相关联系,阻隔距离越小,越容易引起相邻铺层之间的裂纹汇聚,最终引起铺层起始区域的分层。而本节通过优化铺层参数,提高了阻隔距离,降低了裂纹汇聚的风险。故优化后相应区域的分层损伤更低,应力也有明显改善。
7. 结论
1) 通过对传统阶梯型弹簧的仿真,发现应力主要集中在阶梯起始段,容易引起局部的分层与开裂,严重影响到弹簧的可靠性;
2) 材料方面,碳纤维高模量低韧性的特性,使得相同载荷下簧丝内部出现明显异响与分层;玻璃纤维弹簧对损伤的抑制明显好于碳纤维弹簧,同种铺层下,无论是强度试验还是16,000次疲劳试验,阶梯型玻璃纤维复合弹簧均能保持最小的损伤与最低的刚度损失率(12.6%);铺层结构方面,除基体开裂外,阶梯型弹簧由于不同铺层之间截面突变,造成应力相对集中的现象,更容易出现分层的风险。而包夹型弹簧通过引入连续铺层,使外层的应力分布更加均匀,分层抑制更优,但端部区域承载能力与强度储备降低,更容易导致端部的断裂;
3) 以阻隔距离为首要优化目标,刚度控制在5%的变化范围,弹簧的强度提升92.2%,质量降低14.5%;
4) 根据优化结果分别建立优化前后的二分之一弹簧模型,结合面内及分层损伤模型,通过对比仿真结果,发现弹簧强度明显增加,验证了优化的合理性。
通过对两种材料、两种铺层的弹簧系统性研究,从工艺性、可靠性等方面考虑,阶梯型玻璃纤维复合材料螺旋弹簧更适合目前的工程应用。
参考文献