摘要: 针对医药包装设备高速化、集成化的发展趋势,设计了泡罩枕包合流装盒一体机双轨双用生产模式。开发了定向旋转机械手分轨移送板块系统、超高速往复式双轨枕包系统、智能纠偏双轨合流输送系统,匹配泡罩机600板/分钟、往复式枕包机400包/分钟、装盒机400盒/分钟,实现产能最大化匹配。
Abstract:
In view of the development trend of high-speed and integration of medical packaging equipment, a dual-track and dual-purpose production mode of blister cover, pillow package and combined car-toning integrated machine was designed. The directional rotating manipulator rail transfer system, ultra-high-speed reciprocating double-track sleeper package system and intelligent deviation cor-rection double-track confluence conveying system were developed, so that the blister machine had 600 plates per minute, the reciprocating sleeper package machine had 400 packages per minute, and the cartoning machine had 400 boxes per minute, which maximized the matching of production capacity.
1. 引言
随着物联网时代的到来,医药包装智能化、高速化将是大势所趋,在医药消费逐渐升级的当下,制药企业对药品包装设备的需求量持续增长,具备高自动化、集成化、柔性化特点的数字化高速泡罩包装一体机越来越受到制药企业的青睐 [1] 。目前国内外学者对泡罩装盒包装、枕式装盒包装的设备已展开大量研究 [2] [3] [4] [5] [6] ,而在泡罩–枕包–装盒一体机方面的研究几乎没有。
根据新型医药包装,要将药板先装入一个枕包袋,然后再装入到药盒中(内包泡罩枕包装盒),因此设备上要增加一个枕包单元。目前枕式包装速度基本在300包/分钟以下 [7] ,且速度越快,噪声和振动问题 [8] 也愈发突出,其包装效率远低于泡罩与装盒,枕式包装环节的加入,限制了生产线的运转速度,成为了制约泡罩枕包装盒生产高速运转的卡脖子技术。
针对上述问题,设计了枕包双通道联动方式,分板定向移送旋转机械手实现双通道进料 [9] ,将两条流水线输送过来的枕包袋进入合流通道,解决枕包环节速度低的问题,提高整机速度。
2. 总体结构设计
泡罩双轨枕包合流装盒一体机总体结构如图1所示,是为“泡罩内包装+枕包中包装+纸盒外包装”的新型医药包装设计研发的,在功能上集成了药品的泡罩、枕包、装盒等包装功能,可直接用于泡罩装盒生产或泡罩枕包装盒生产两种生产模式。可以根据不同包装要求,选择泡罩装盒生产(内包——泡罩装盒)或泡罩枕包装盒生产(外包——泡罩枕包装盒),避免企业分别购买多条生产线包装生产,达到节能降耗,降低用工成本,减少人工环节,缩小占地成本的目标。总体设计方面的关键在于泡罩包装盒枕包包装以及纸盒包装的节拍平衡。

Figure 1. Overall structure of blister dual-track sleeper wrapping and flow box packing machine
图1. 泡罩双轨枕包合流装盒一体机总体结构
3. 泡罩枕包装盒包装多功能集成和机构设计
为实现上述的系统总体结构要求,在产能匹配和节拍控制上,采用一机双轨的架构布置,研制两条往复式双轨枕包系统,用以补偿枕包部分热封冷却时间造成的生产速度瓶颈,尽可能最大化利用生产空间,通过双轨合流技术,接入高速装盒部分,最大程度提高模块化单机的产能,节约能源,降低功耗。
3.1. 定向旋转机械手分轨移送板块系统
传统泡罩机与装盒机通过平带输送联动生产线,一直采用冲切处旋转装置将板块吸放至平带输送出来,完成联动,但只局限于进一个装盒料仓 [10] 。连两个装盒料仓,必须是偶数倍板块出来才能使两边料库产量匹配,且输送带必须对称输送,上输送带完成装盒料库联动输送。下输送带完成装盒料库联动输送,此联动方式占地面积大,由于3板/冲切板块联动,造成其上下输送分配不均,不能实现联动。
在泡罩板的分流环节,设计的分板定向移送旋转机械手(分板是指将药板分别送入两个输送轨道;定向指药板方向保持不变;旋转是指机械手低能耗连续送料动作模式)如图2所示,实现从单轨格栅到双轨道输送的过渡送料方式,满足超高速往复式双轨枕包系统的产量要求,使后续装盒产量最大化匹配。
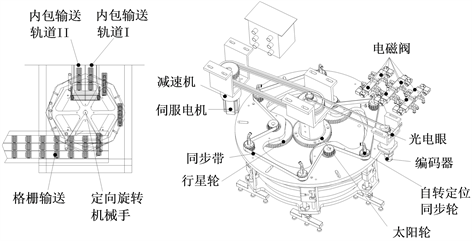
Figure 2. Structure of rotary manipulator for directional transfer of plates
图2. 分板定向移送旋转机械手结构图
分板定向移送旋转机械手,通过六轴平衡定位同步带及机械手编码器、清零光眼、清零光眼旋转块同步定位,储气罐提供真空气源给六路电磁阀,通过公转自转完成平行吸放板块,可将2板/冲切、3板/冲切、4板/冲切泡罩机出来板块先放入格栅输送带,由分板定向移送旋转机械手依次吸取板块,再依次将奇数吸杆上板块均分在内包输送轨道I中,偶数吸杆上板块均分在内包输送轨道II中,完成泡罩板块双轨输送入装盒伺服双料库,使枕包环节与后续装盒工序产能最大化匹配。
3.2. 超高速双端封往复式枕包结构
设计的往复式高速枕包机控制系统 [11] 采用运动控制器,实现10轴全伺服联动生产,配以数字化人机界面多任务生产模式。机械结构方面,设计了端封预热封结构(图3),第一道端封为预热封作用,无纹路、无切断功能,并在一道预热封装置与二道热封切装置之间处装有过渡输送装置,第二道端封为正常封切,在第一道预热封的基础上再进行一次热封并切断,保证了封装效果,提高生产效率 [12] 。
3.3. 智能纠偏双轨合流输送系统研发
为适应高速装盒要求,在枕包机的出料端与外包出料输送装置之间设有用于将两组枕包机组输出的物料合流并送入外包出料输送装置的双轨合流输送系统,立式输送带配合合流输送带将枕包袋进行斜向输送,并将两条流水线输送过来的枕包袋汇合成一条流水线进入合流通道,再结合枕包袋和立式输送带的实际摩擦因数 [13] ,计算出立式输送带的所需线速度与合流输送带的所需线速度,最后通过微调,使立式输送带的线速度与合流输送带的线速度刚好能满足枕包袋的合流要求(图4)。
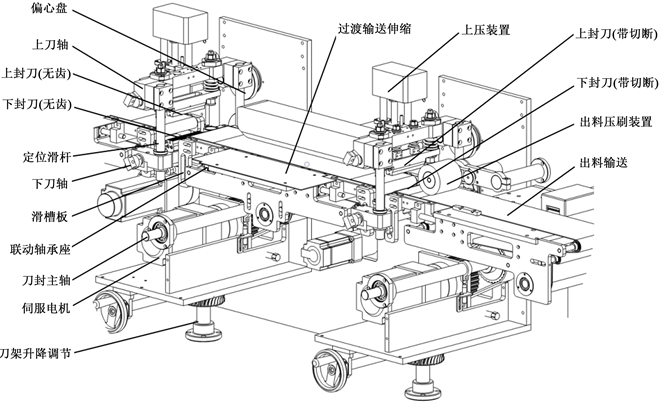
Figure 3. Double-end seal synchronous sealing and cutting mechanism
图3. 双端封同步封切机构

Figure 4. Double-track combined conveying system
图4. 双轨合流输送系统
当枕包袋位于第一个校位输送单元的校位输送带上时,其上方的检测光眼测得枕包袋,检测光眼测将数据传送给运动控制器,此时运动控制器开始比较两个校位输送组件并排的两个校位输送带上的枕包袋所在位置,如果并排的校位输送带上的枕包袋没有对齐,那么运动控制器就控制其中一个校位输送单元的校位动力源进行转速调整。通过校位动力源对校位输送带的调速,可在线调整枕包袋在校位输送带上的输送速度,通过两个校位输送带的调速,最终使两个校位输送组件上出来的枕包袋能同步进入到合流输送带上。
4. 样机验证
从项目产品的总体设计、泡罩枕包装盒包装多功能集成和机构设计等方面入手,通过定向旋转机械手分轨移送板块系统、超高速往复式双轨枕包系统、智能纠偏双轨合流输送系统等技术的开发应用,研制出智能化高速泡罩双轨枕包合流装盒一体机,生产制造的产品实物如图5所示,产品技术指标如下:
1) 泡罩产量:600板/分钟;
2) 枕包产量:400包/分钟;
3) 装盒产量:400盒/分钟;
4) 双通道联动产量:600板/分钟;
5) 洁净压缩空气压力:0.5~0.7 Mpa;

Figure 5. Physical prototype of blister dual-track sleeper wrapping and flow box packing machine
图5. 泡罩双轨枕包合流装盒一体机实物样机
5. 结语
设计了区别于传统生产线功能机组连线的模式,设计的往复式双轨枕包机可单机运行生产枕包袋包装产品,也可联动生产枕包袋产品,开启一体化两线双轨双用生产模式。一体两线包含了泡罩装盒及泡罩枕包装盒双用生产模式,双轨实现了联动线产能翻番,使泡罩机600板/分钟、往复式枕包机400包/分钟、装盒机400盒/分钟,产能最大化匹配,不仅仅降低了用工成本,也减少了占地成本,提升了终端用户生产效益。这种设计模型和结构特点,为我国智能药机的设计拓宽了理念。
基金项目
温州市重大科技专项项目:全数字化药品高效自动封装柔性生产线研发及产业化(ZG2020033);医用双组份非织造布高速大幅宽纺粘熔喷机组关键技术研究及产业化(ZG2021022)。