1. 前言
浮选法 [1] [2] [3] [4] 回收氰化尾渣中的铜铅锌是目前应用比较广泛的方法。受氧化矿、伴生颗粒、微细粒、有害元素以及化学药剂的影响,要想元素之间达到完全分离的状态及较高的回收率,还需要做一个长期的深入研究。而在金属回收过程中残存的氰根离子与铜结合最稳定,与锌铅结合的作用力相对较弱,根据这一特点,对矿浆的酸碱度进行合理调整,确保铅锌表面的氰根离子解吸,而铜矿物依然被抑制,在捕收剂的作用下,实现铅锌 [5]、铜分离 [6]。
2. 生产流程
2.1. 山东某金矿氰化尾渣浮选流程(见图1)
金银精矿经提取金银后的氰化尾渣中含有少量的铜、铅、锌等有用矿物,因矿源复杂,原矿性质多变,通过多年实践,某金矿目前采用“酸浸预处理–优先混合浮选产出铅锌–再选铜”的工艺流程,产出铅锌精矿、铜精矿,浮选尾矿即为硫精矿。浮选的生产工艺均确定为一粗二扫二精的浮选工艺。氰化后的尾矿经泵打入该系统的压滤机给矿槽,经压滤脱水,贫液返回氰化系统,滤饼由皮带输送至缓冲槽进行调浆中和脱CN-,再经加药槽加药,进而通过浮选机进行精选I、扫选I,精选II、扫选II,得到的精矿经过浓缩机和压滤机脱水后送入精矿库。

Figure 1. Flotation process of cyanide tailings from a gold mine in Shandong
图1. 山东某金矿氰化尾渣浮选流程
氰化尾渣浮选生产过程产生溢流水,废水全部返回生产流程中循环使用,无废水排放 [7]。
2.2. 生产技术指标
较长一段时间内生产指标出现了较大幅度的波动,尤为明显的是锌回收率,具体见表1。
按照经济技术指标要求,铅锌混合精矿品位达到42%,铜精矿品位12%,即可满足销售要求,而表1中的数据,明显铅锌精混合品位不合格,特别是锌的回收率过低,一大部分在铜精矿中得到了回收,不仅铅锌精矿不达标,且铜精矿的价格也会受到锌的影响,为此解决锌的位向差异能够影响铅锌精、铜精的回收率及价格,针对以上问题重点提高铅精矿中锌的回收率。

Table 1. Status quo of production technical indicators
表1. 生产技术指标现状
3. 样品制备及实验条件
固定间隔时间多次截取选后浓密机底流矿浆,根据矿浆浓度换算固体含量,采取等量混合法,混匀实验矿浆。对直接抽滤分离固体、水洗抽滤分离固体烘干后分析(结果见表2、表3),两种固体含量有差异,说明液体中含有一定量的元素。采用直接抽滤固体及流程液体实验,比较接近生产,有较高的参考价值。
Table 2. Chemical analysis of direct suction filtration solids
表2. 直接抽滤固体化学分析
Table 3. Chemical analysis of water washing and suction filtration solids
表3. 水洗抽滤固体化学分析
1) 模拟生产流程,按照异戊基钠黄药70克/吨、乙硫氮80克/吨、pH值铅控制7.0~7.5、铜控制6.5~7.0、矿浆浓度30.5%的条件进行用量实验,确定药剂最佳用量。
2) 在常规实验基础上,进行铜锌分离实验,采用不同的抑制剂寻找理想的分选药剂。实验数据均采用粗选一次的结果。
4. 捕收剂用量试验
捕收剂用量实验完成了9组,具体试验结果见表4。
pH值和浮选时间是根据理论值与生产实际进行了调整,着重验证黄药、乙硫氮的用量是否合适。1至3号数据表明在选铅作业中乙硫氮用量达到110 g/t时铅精中铅的指标最好。4号至5号数据选铜的黄药用量控制在100 g/t时,铜精指标较稳定。生产中的药剂用量偏低,是造成回收率低的一个原因。7~8实验选铅过程中分别添加了不同剂量的黄药,随着药量的不断提高铜锌在铅精中的含量也呈上升趋势,药量的变化没有改变铜锌混合的状况,显然锌铜是没有分开的,问题的症结似乎朝着矿物性质的方向发展。
Table 4. Table of test results of collector dosage
表4. 捕收剂用量试验结果表
5. 铜锌分离抑制剂实验
先后进行了硫酸亚铁、氰化钠、巯基乙酸钠、硫化钠、硫酸锌等抑制剂试验,结果分别见表5~9。
Table 5. Table of test results of ferrous sulfate
表5. 硫酸亚铁试验结果表
Table 6. Table of test results of sodium cyanide
表6. 氰化钠试验结果表
Table 7. Table of test results of sodium mercaptoacetate
表7. 巯基乙酸钠试验结果表
Table 8. Table of test results of sodium sulfide
表8. 硫化钠试验结果表
Table 9. Table of test results of zinc sulfate
表9. 硫酸锌试验结果表
在基本参数不改变的前提下,分别选用了五种抑制剂对比选别效果。通过表3数据可知,硫酸锌的使用,虽然能够对锌的矿物进行有效抑制,但是在选铅的过程中,含铜矿物同时被捕收。实现在现有流程的条件下进行选别,还是比较困难的。硫化钠的使用,出现了对铜、铅、锌、铁四种矿物不同程度的抑制,致使选铅作业失败。硫酸亚铁的效果比较接近于硫酸锌。在采用氰化钠的一组,溶液中的浓度达到2000 mg/L时,选别指标较好,能够满足生产中的控制要求。在重复多组实验后,确认数据的准确性,对比氰尾调浆后溶液中氰根含量1483 mg/L,初步认为由于含有氰化物的氰尾属于危险固废,为了降低生产成本,提高经济效益,在不影响氰化浸出指标的前提下,尽量降低氰化物浓度,从而引起对铜矿物的有效抑制力减弱,实验中的数据也充分证明了这一点,因此氰化尾渣中氰化物含量过低,是导致指标异常的主要原因。巯基乙酸钠 [8] 也可以达到理想的分选效果,在用量上还需进一步细化。
6. 氰化物、巯基乙酸钠的作用
氰化物是黄铜矿 [9]、闪锌矿、黄铁矿、镍黄铁矿等硫化矿最有效的抑制剂。
氰化物抑制闪锌矿的作用机理,主要是它在闪锌矿表面生成亲水性薄膜。从而使闪锌矿受到抑制,反应式如下。
6.1. 氰化物与锌离子作用
2NaCN + Zn2+ = Zn(CN)2 + 2Na+
Zn(CN)2在碱性矿浆中,即pH值大于8不稳定,按下式进行分解:
2Zn(CN)2 + 2NaOH = 2NaZn(CN)2 + Zn(OH)2
Zn(OH)2吸附在矿物表面,生成亲水性薄膜,使闪锌矿受到抑制。
6.2. 氰化物与铜离子的作用
生成易稳定的,亲水性的
的络合离子沉淀,
2NaCN + Cu2+ = Cu(CN)2 + 2Na+
2Cu(CN)2 = Cu2(CN)2 + (CN)2↑
当过量时生成稳定的络离子Cu(CN)2
Cu2(CN)2 + NaCN = 2NaCu(CN)2
NaCu(CN)2 = Na+ + Cu(CN)2
氰化物不仅与矿浆中的铜离子反应,同时还与吸附在闪锌矿表面铜离子作用,从矿物表面溶解下来。
氰化物不与铅离子作用:若闪锌矿和黄铁矿的可浮性较好,选用少量的氰化物配合其他药剂来抑制,均能获得较好的选矿指标。
硫化矿的氧化作用对可浮性的影响,一直是浮选研究的重要问题。因矿样的来源及制备纯矿物的条件不同,所测得的硫化矿氧化顺序也不同。按电极电位测定氧化速率的顺序是:白铁矿 > 黄铁矿 > 铜蓝 > 黄铜矿 > 毒砂 > 斑铜矿 > 辉铜矿 > 磁黄铁矿 > 方铅矿 > 镍黄铁矿 > 砷钴矿 > 辉钼矿 > 闪锌矿。
巯基乙酸钠对铜、硫等矿物有明显的抑制作用,显碱性,为白色固体,有硫化合物味道,可溶于水、甲醇、乙醇、丙酮和甲苯中,不溶于脂肪烃。遇空气也氧化成双巯基乙酸钠,是一种较强的还原剂。作为一种无毒、小分子抑制剂,对黄铜矿有较好的抑制作用,巯基乙酸钠的用量对铜铅分离效果影响较大,用量合适时能够实现较好的分离,用量过大时,对二者都具有抑制作用。巯基乙酸钠是一种中等毒性的药剂,对黄铁矿、磁黄铁矿具有较好的抑制作用,且对闪锌矿的抑制作用力小,随着无氰浸出技术的发展,会越来越被重视 [3]。
7. 氰化物、巯基乙酸钠用量实验
氰根在氰尾综合回收工艺中含量的高低,对锌回收率的影响较大。因矿石的种类不同,相对应的尾矿中金属含量也会有所变化,所需的氰根也会有所差异,要想得到较为精确的数据,对应矿物实验是不可缺少的。
7.1. 氰化物用量实验
由图2可知,溶液中氰化钠含量达到2500 mg/L时,锌的金属含量最高,对铜的抑制力最强,达到了一个峰值拐点,继续增大氰化钠浓度,数据上没有一个明显的变化趋势。含量在1500 mg/L时,对铜精锌的抑制力持续增强,2500 mg/L时,趋于稳定。再增大氰化物浓度,浮选指标没有大的变化。说明该数值下对铜矿物产生了最大抑制作用。

Figure 2. Table of experimental results of sodium cyanide dosage
图2. 氰化钠用量实验结果表
7.2. 巯基乙酸钠用量
实验样品采用水洗样品,可以最大限度降低残留的氰化物对巯基乙酸钠用量的影响。由图3可知,在180~220 g/t间,用量与铅精锌的含量成正比,继续增大使用量逐渐趋于平稳。而铅精铜的含量在320 g/t时,降至最低。铜精锌在220 g/t时,达到最低。
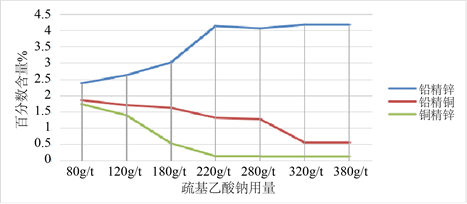
Figure 3. Table of experimental results of sodium mercaptoacetate dosage
图3. 巯基乙酸钠用量实验结果表
7.3. 氰化钠 + 巯基乙酸钠用量
由图4可知,原矿浆中氰化物的浓度为1483 mg/L,对铜锌的抑制力不足,在此基础上不断增加巯基乙酸钠用量,可以看出用量达到90 g/t时,对铜锌产生较强的抑制力,继续增大效果不明显。

Figure 4. Table of experimental results of sodium cyanide and sodium mercaptoacetate dosage
图4. 氰化钠 + 巯基乙酸钠用量实验结果表
8. 结论
为实现氰化尾渣铅锌、铜分离浮选,提高其回收率及精矿品位,开展了捕收剂用量及抑制剂种类和用量试验,根据结果得出如下结论。
1) 在现有生产条件不变的前提下,提高捕收剂用量至黄药100 g/t、乙硫氮110 g/t时,铜、锌的选别指标较好,继续增大用量将对浮选产生负面影响。
2) 在铜锌分离浮选抑制剂对比实验中,氰化钠与巯基乙酸钠抑铜较好。单独采用氰化钠时,要确保溶液中的浓度达到2500 mg/L以上时分选指标较为稳定,考虑成本及氰化钠剧毒 [10],进而开展了氰化钠与巯基乙酸钠联合用药实验。
3) 氰化物与巯基乙酸钠配合使用时,在氰化物浓度为1483 mg/L,巯基乙酸钠用量90 g/t的条件下,可很好地实现铜锌分离。由此可见,联合用药不但可降低氰化钠用量和安全风险,而且可有效解决铜锌分离浮选的难题,具有较好的推广应用价值。