1. 引言
由于工业生产和科学技术的进步,高功率芯片的体积越来越小,发热功率越来越大,芯片温度每升高2℃,稳定性下降10%,芯片工作温度为50℃时的寿命只有25℃时的1/6 [1] [2],芯片不仅需要高性能的导热材料将热量传递出去,而且需要导热材料具有高绝缘、低硬度特性。传统的导热硅胶材料由于填充量大、硬度较高,难以适应高功率芯片的低硬度设计需求 [3] [4] [5]。
因此,研制低硬度高导热硅胶材料成为目前的一个研究热点 [6] [7] [8]。有机硅胶材料具有耐高低温特性、柔软、电绝缘性能优异、易加工成型等优点 [9] [10],在有机硅胶材料中填充高导热绝缘特性的无机填料,是制备导热硅胶材料常用的方法。
本文以有机硅液体硅胶为原料,氧化铝、氮化铝为高导热绝缘填料,端羟基硅油为润湿剂,经真空搅拌、三维高速旋转、压延、硫化、裁切等工艺制得了热导率达8.06 W/m∙K,硬度达30 (shore 00)的低硬度高导热硅胶材料,该材料具有极低的硬度、高导热性能,可以满足高功率芯片在低应力状态下的散热需求,有效祛除冷热界面间空气,可将散热器功效提高40%多,并保护芯片不受应力破坏。
2. 实验部分
2.1. 原材料
高强度甲基乙烯基硅橡胶(厂家:广州兆瞬有机硅);气相法白炭黑(厂家:德蓝化工);微米级Al2O3 (厂家:新日铁);纳米级AlN (厂家:圣戈班科技);端羟基乙烯基硅油(厂家:广州兆瞬有机硅);偶联剂(厂家:南京轩浩新材料);硫化剂(厂家:广州兆瞬有机硅);分散促进剂(厂家:禾大分散剂);Pt催化剂(厂家:广州兆瞬有机硅);其他助剂均为工业常用材料。
2.2. 配方
实验的基本配方(质量份)为:高强度甲基乙烯基硅橡胶100,白炭黑2~4,端羟基乙烯基硅油1.5~2.8,分散促进剂1.2~3.0,硫化剂5.2~8.3,Pt催化剂0.6~0.8,硅烷偶联剂3.6~8.0,微米级Al2O3 1000~1200,纳米级AlN 200~400。
2.3. 仪器与设备
真空捏合机;三维旋转脱泡机;压延机;硫化机;导热系数仪;Shore 00硬度计。
2.4. 实验过程
将微米级Al2O3、纳米级AlN分别用0.3%~0.5%的硅烷偶联剂溶液常温浸泡预处理并搅拌均匀,过滤后,于120℃下干燥8 h至恒重。
按一定配比称取各种原材料,将高强度甲基乙烯基硅橡胶、白炭黑、端羟基乙烯基硅油、分散促进剂、Pt催化剂、氧化铝粉、氮化铝粉置入真空捏合机,充分搅拌;再加入一定比例的硫化剂,置于三维旋转脱泡机中均匀除泡;接着,在室温条件下,将振动好的胶料置于压延机中压延成型为板材;最后于硫化机上高温硫化成型。
2.5. 性能测试
材料的导热系数测试选择Hotdisk2500S导热系数仪测试;材料的硬度选择Shore 00硬度计测试。
3. 结果与讨论
导热硅胶的导热性能与所用导热填料的种类、用量密切相关。本文主要研究的导热填料有微米级Al2O3与纳米级AlN。
3.1. 微米级Al2O3导热填料用量
微米级Al2O3导热填料用量与材料导热系数的关系列在图1中。
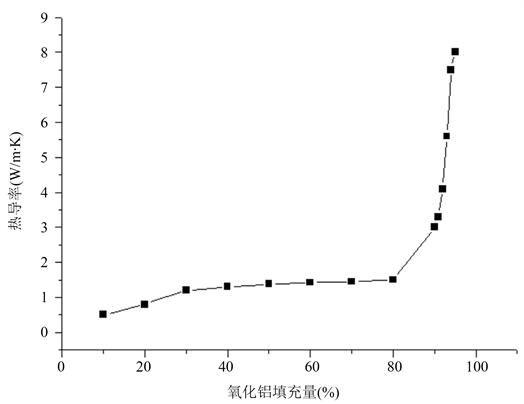
Figure 1. Alumina filler content thermal conductivity graph
图1. 氧化铝填料含量–热导率图
微米级Al2O3可以大幅提高有机硅体系的导热性能,其导热性能随着微米级Al2O3填充量的增加而升高,当微米级Al2O3填充量低于80%时,有机硅导热系数升高幅度缓慢,此时Al2O3粒子被有机硅包覆,彼此间相互孤立,未形成连续的导热通路;随着Al2O3的增加超过80%后,有机硅导热系数升高幅度明显增大,此时微米级氧化铝已经搭接连通,形成连续导热通路,粒子间相互堆积,传热速率急剧加快。但从加工性能的角度来看,当微米Al2O3填充量大于93%时,胶料黏度变大,分散和压延成型都很困难,且胶料的硬度极高,力学性能极差,故微米级Al2O3填充量不能超过93%。
导热填料用量与材料硬度之间的关系列在图2中。

Figure 2. Alumina filler content hardness graph
图2. 氧化铝填料含量–硬度图
从图2可以看到,材料的导热系数随导热填料填充量的变化过程可分成2个阶段,第1个阶段是指导热填料填充量从10%到90%,硬度增加非常缓慢,即从20 (shore 00)增加到33 (shore 00),说明导热填料在有机硅内部没有完成有序堆积,硬度变化较慢;第2个阶段是指导热填料填充量从90%到95%,硬度迅速增加,从33 (shore 00)增加到70 (shore 00),说明导热填料在有机硅内部虽然形成良好的导热通路,但是导热填料密集堆积后导致硬度很高,力学性能较差,难以适应高功率芯片的低硬度设计需求。
因此需要进一步对导热填料与液体硅橡胶进行进一步优化设计。
3.2. 纳米级AlN导热填料用量
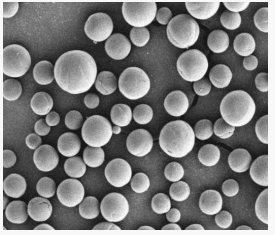
单纯通过添加氧化铝的用量,虽然可以提升导热性能,但是其力学性能很差,主要原因是单纯的氧化铝为微米级氧化铝,粒径较大,不同颗粒之间仍有较大的空隙被液体硅橡胶占据(如图3(a)),而液体硅橡胶的导热性能很差,进而影响整体的导热性能,我们通过引入粒径更小、导热性能更高的氮化铝进行微小空隙的填充(如图3(b)),实现氮化铝填充于氧化铝的空隙部位,形成密集的导热通路。
 (a)
(a)  (b)
(b)
Figure 3. (a) SEM diagram of alumina filling, (b) SEM diagram of alumina aluminum nitride
图3. (a) 氧化铝填充SEM图,(b) 氧化铝氮化铝SEM图
当微米级Al2O3达到一定阈值时,粒子与粒子之间形成很多间隙,这些间隙将影响导热性能的传递,因此需要添加必要的纳米级AlN,用于填充微米级Al2O3之间的间隙,不同的导热网链会相互联结和贯穿,在有机硅基体中形成贯穿整个材料的导热网络,起到进一步提升导热性能的作用。

Figure 4. Al2O3:ALN content thermal conductivity and hardness graph
图4. Al2O3:ALN含量–热导率和硬度图
从图4可以看到,微米级Al2O3与纳米级AlN复合填充时,可以一定程度上解决高填充状态下导热系数不降低的同时,降低产品的硬度,更利于加工与成型。当Al2O3:AlN为92%:2%时,产品导热系数为8.06 W/m∙K,硬度为60 (shore 00),比单纯使用氧化铝填充,硬度下降了14.3%。虽然硬度有所下降,但扔无法满足高功率芯片在低应力状态下的散热需求,因此需进一步对基体进行配方优化。
3.3. 端羟基乙烯基硅油含量
在基础配方中加入端羟基乙烯基硅油,分子中羟基与白炭黑的活性基反应,起到结构控制剂的作用,分子中乙烯基与硅橡胶中乙烯基发生交联反应,起到了比单纯添加乙烯基硅油更佳的效果,由于其黏度低,仅有100 cps,当端羟基乙烯基硅油添加量为1.5%~2.8%,产品硬度会很大程度的下降,当端羟基乙烯基硅油添加量为2.8%时,产品硬度降到30 (shore 00),如图5,可以满足高功率芯片在低应力设计要求。

Figure 5. Vinyl silicone fluid content hardness
图5. 乙烯基硅油含量–硬度
综上所述,端羟基乙烯基硅油添加量为2.8%,Al2O3:AlN为92%:2%时,导热硅胶导热系数为8.06 W/m∙K,硬度为30 (shore 00),可以很好的满足高功率芯片在低应力设计要求。
4. 结论
为了解决导热硅胶低硬度与高导热相互矛盾的特点,通过微米级氧化铝、纳米级氮化铝的复配,以及端羟基乙烯基硅油的润湿填充实验,得出相应数据,分析结论如下:
1) 当Al2O3:AlN为92%:2%,端羟基乙烯基硅油添加量为2.8%时,导热硅胶导热系数为8.06 W/m∙K,硬度为30 (shore 00)。
2) 该材料的导热性能为8.06 W/m∙K,硬度为30 (shore 00),使用时针对芯片大小、芯片发热量、空间尺寸合理选择。