1. 引言
梨树被广泛种植于我国南北各地 [1]。其栽培面积、产量、出口量和品种数都位居世界第一 [2]。新鲜梨果甘甜可口,汁液充足,适宜进行榨汁处理。同时,鲜榨梨汁具有清热镇静、化痰止咳等保健作用 [3]。当前,我国梨汁加工产业普遍存在缺乏优质原料、梨汁褐变、梨汁后浑浊、营养物质损失等问题 [4],其中以梨汁褐变为首要和最难解决的问题。
常见的控制梨汁酶促褐变的传统物理方法是除氧和热处理 [5] [6]。除氧处理成本高、不易实现,热处理不仅造成梨汁中的营养物质流失 [6],还会影响梨汁口感,使产品具有蒸煮味。近年来,非热物理技术的应用与发展为鲜榨果汁的护色提供了有力的支持 [7] [8]。而超声波作为一种非热物理技术,适当的超声功率及时间其能够显著降低果汁的褐变反应,在果汁护色方面有极大的应用前景。
化学方法护色也是常见的一种方法,常用的护色剂有:维生素C及其衍生物、酸类试剂和亚硫酸盐等。
然而利用单一的物理或化学手段来抑制梨果汁的褐变,已有许多文献报道 [9]。但在鲜榨梨果汁中,联合应用非热物理技术和化学护色剂抑制褐变,目前未见报道。因此,本研究旨在以维生素C为基础,结合超声技术对梨汁进行护色,以期解决梨汁加工过程的酶促褐变问题。
2. 材料与方法
2.1. 材料与试剂
新梨七号:产自河北威县;维生素C (食品级):山东鲁维制药有限公司;无水乙醇(分析纯):天津市富宇精细化工有限公司。
2.2. 仪器与设备
智能原汁机(Z8-V82型):九阳股份有限公司;高速冷冻离心机(Neofuge 15R)上海力申科学仪器有限公司;超声波分散仪(SCIENTZ-1500F):宁波新芝生物科技股份有限公司;紫外可见分光光度计(T6)北京普析通用仪器有限责任公司。
2.3. 试验方法
2.3.1. 梨汁加工和护色方法
原料选择:选用新鲜、无腐败变质、无机械损伤、表面光滑的新梨七号梨果。
原料处理:将梨果用清水洗干净,除去表面的杂质和污物,去柄去蒂及不可食用部位,将梨果切成小块 [10],在预先配制好的维生素C水溶液(以维生素C质量与蒸馏水质量之比为维生素C质量百分浓度)中浸泡20 s。
压榨制汁:将浸泡好的梨块放入智能原汁机中压榨制汁,收集汁液后过80目筛,得到鲜榨梨汁。
超声波处理:将收集到的鲜榨梨汁置于超声波分散仪中处理,将变幅杆探头调节至梨汁液面以下,变幅杆直径为18 cm,超声波工作时间2 s、超声波关闭时间5 s,设定好所需功率及时间即可启动。
2.3.2. 护色单因素试验设计
以褐变抑制率为评价指标,分别研究维生素C添加量(0.00%, 0.06%, 0.12%, 0.18%, 0.24%, 0.30%, 0.36%),超声功率(0 W, 100 W, 200 W, 300 W, 400 W, 500 W, 600 W)和超声时间(0 min, 5 min, 10 min, 15 min, 20 min, 25 min, 30 min)三个主要因素对梨汁酶促褐变的抑制作用。试验重复三次,取其平均值。
2.3.3. 正交试验优化设计
根据单因素试验结果,选取对梨汁褐变抑制影响较大的因素及水平,以褐变抑制率为指标,进行L9(34)正交试验设计,选定的因素与水平见表1。

Table 1. Factors and levels of orthogonal test
表1. 正交试验因素与水平
2.4. 梨汁褐变抑制率的测定方法
参考赵欣等方法 [11]。
2.5. 试验结果统计分析方法
试验结果以
表示;采用SPSS 26.0统计软件进行数据统计和方差分析,显示显著性水平为0.05;采用Excel 2019软件进行绘图。
3. 试验结果与分析
3.1. 单因素试验结果与分析
3.1.1. 维生素C添加量对梨汁褐变抑制率的影响
维生素C添加量对梨汁褐变抑制率的影响见图1。由图1可知,在控制其他条件为固定因素时,维生素C的添加均能使鲜榨梨汁褐变抑制率显著升高(p < 0.05),并且随着添加量的增加先升高后降低。维生素C质量百分浓度在0.00%~0.18%范围内,对梨汁的褐变抑制率逐渐增高,表明在此范围内,维生素C能够显著降低梨汁褐变度(p < 0.05)。在维生素C质量百分浓度为0.18%~0.36%范围内,对梨汁的褐变抑制率逐渐降低,抑制效果没有进一步显著增加,但较未添加维生素C的梨汁的褐变抑制率依然显著提高(p < 0.05)。分析其原因为,添加维生素C能有效地防止酚类物质的进一步氧化。同时,维生素C还具有较强的还原能力,能将酚类氧化产物中的醌类还原为酚类,抑制醌类化合物的积聚,从而抑制梨汁的酶促褐变现象 [12]。然而,当维生素C添加量继续增大,其对醌类物质的抑制效果减弱,醌类化合物含量下降幅度减小 [13],进而出现了褐变抑制率较峰值降低的结果。由此可得,抑制梨汁酶促褐变的适宜维生素C添加量为0.18%。
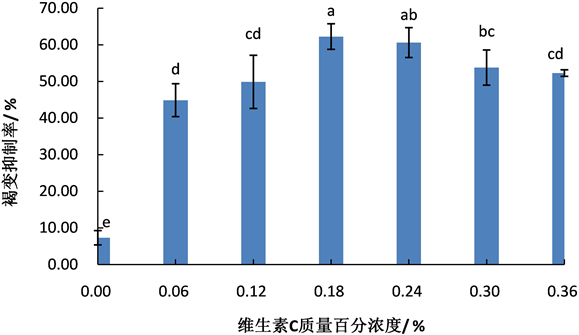
Figure 1. Effect of vitamin C addition on browning inhibition rate of pear juice
图1. 维生素C添加量对梨汁褐变抑制率的影响
3.1.2. 超声功率对梨汁褐变抑制率的影响
超声功率对梨汁褐变抑制率的影响见图2。由图2可知,在控制超声功率为单一变量时,将超声功率区间设置在0~600 W,在这个区间梨汁的褐变抑制率先升高后降低。当超声功率在300 W时,超声处理能够显著提高梨汁褐变抑制率(p < 0.05),这是因为超声波对新鲜梨汁进行超声波处理时,其剪切力会破坏酶的分子结构,从而降低酶促褐变反应中酶的活力 [14],从而增强了对梨汁酶促褐变的抑制作用。当超声波功率设置在100 W、200 W、400 W时,对梨汁褐变抑制率无显著变化,而当超声功率设置在500 W~600 W的区间内,结果显示,超声波对梨果汁褐变的抑制作用较超声波功率0 W时处理下的鲜榨梨汁显著下降(p < 0.05),说明此处理下,与酶促褐变有关的酶酶活力增加。钟烈州 [15] 的研究表明,超声波处理可以增强酶的能量,使酶分子的超微结构更加灵活,使酶的活性中心暴露在外,从而增强酶的活性,导致该处理下梨汁褐变抑制率的降低。由此可得,抑制梨汁褐变的适宜超声功率为300 W。
3.1.3. 超声时间对梨汁褐变抑制率的影响
超声时间对梨汁褐变抑制率的影响见图3。由图3可知,将超声时间范围设置在0~30 min区间时,处理对梨汁的褐变抑制率呈先升高后降低的趋势。当超声波处理时间为10 min时,超声处理能够显著提高鲜榨梨汁的褐变抑制率(p < 0.05),并能明显地抑制梨汁的酶促褐变。这是因为超声波能在一定的时间内改变酶的结构,从而导致酶的活性急剧下降,进而影响酶促褐变过程 [16]。当超声处理时间为5 min和15 min时,对梨汁褐变抑制率无显著性变化。但随着超声波作用时间延长至20~30 min时,较超声波处理0 min时的鲜榨梨汁褐变抑制率却显著降低(p < 0.05),且褐变程度也会进一步加重。这是由于酶活性随着超声时间的延长,其受超声波处理的抑制影响减弱,酶活性下降速度变缓 [17]。虽然酶活性下降速度不大,但随着超声时间的延长,梨汁与空气中的氧气接触时间增长,这就使得该条件下酶促褐变的抑制效果减弱,而酶促褐变的强度却逐步增强,从而使梨果汁的褐变抑制率下降,对梨汁酶促褐变的抑制作用减弱。因此可得,抑制梨汁褐变的适宜超声时间为10 min。
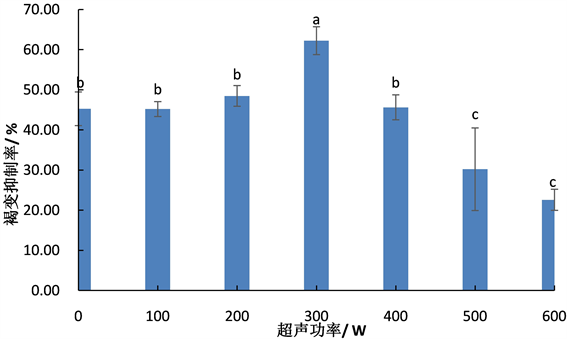
Figure 2. Effect of ultrasonic power on browning inhibition rate of pear juice
图2. 超声功率对梨汁褐变抑制率的影响
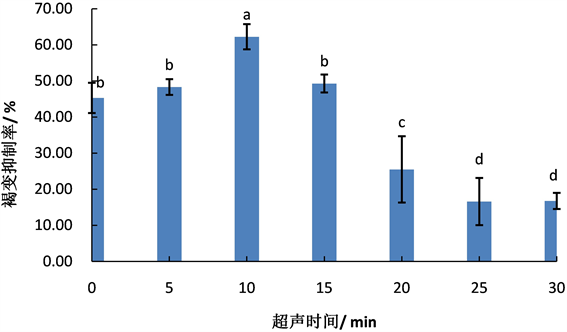
Figure 3. Effect of ultrasonic time on browning inhibition rate of pear juice
图3. 超声时间对梨汁褐变抑制率的影响
3.2. 正交试验结果与分析
正交试验结果见表2。
Table 2. Results and analysis of orthogonal test
表2. 正交试验结果与分析
由表2极差分析结果可得,不同因素对梨果汁的褐化抑制效果的影响程度依次为A > C > B,即维生素C添加量 > 超声时间 > 超声功率。优化的抑制梨汁酶促褐变的最佳复合处理条件为A3B2C2,即维生素C添加量0.21%、超声功率300 W、超声时间10 min。在该工艺条件下,能够获得梨汁最大的褐变抑制率,达到对梨汁酶促褐变的最佳抑制效果。
正交试验结果方差分析见表3。
Table 3. Analysis of variance of test results
表3. 试验结果方差分析表
由表3方差分析结果可以看出,维生素C添加量可以显著提高鲜榨梨汁的褐变抑制率(p < 0.05),当维生素C添加量为0.21%时,处理梨汁的褐变抑制率最高。超声功率和超声时间对鲜榨梨汁的褐变抑制率无显著影响,超声功率300 W,超声时间10 min时,处理梨汁的褐变抑制率达到峰值。
3.3. 优化处理条件验证试验
为了验证优化处理的稳定性及可靠性,按上述适宜复合处理条件下,即维生素C添加量0.21%、超声功率300 W、超声时间10 min,对鲜榨梨汁进行护色,进行3次重复试验,得到梨汁的褐变抑制率为62.88%,表明在此条件下,该处理可以达到对梨汁酶促褐变的最佳抑制效果。
4. 结论
苏菲烟 [10] 以雪梨为试验材料,得出6.56 mmol/L的L-半胱氨酸、4.58 mmol/L的D-异抗坏血酸钠和6.18 mmol/L的抗坏血酸,对雪梨汁酶褐变的抑制率可达90.82%。熊思瑞 [18] 得出水浴处理法、抗坏血酸处理法和硫代硫酸钠处理方法均可有效抑制苹果梨汁酶促褐变,添加0.075%的抗坏血酸时其抑制酶促褐变的效果优于其他2种方法。张凯悦 [19] 得出最佳黄冠梨汁复合护色剂配方为0.22%柠檬酸 + 0.15%抗坏血酸 + 0.50% D-异抗坏血酸钠。董瑞雪 [20] 得到皇冠梨梨汁加工过程中的最佳防褐变方案:0.22%抗坏血酸 + 0.008%氯化钠 + 0.50%柠檬酸混合。朱永宝 [21] 得出:0.01%~0.1%的VC、L-半胱氨酸、NaHSO3和Na2S2O3对新梨7号PPO活性的抑制效果较好,其中VC的抑制效果最好。赵光远 [22] 以鸭梨为材料,得出在90℃处理鲜榨梨汁10 s可使其中的多酚氧化酶失活,而对于果浆则需要90处理15 s以上,并且指出破碎时添加防褐变剂再进行80℃处理30 s以上可使其中的PPO完全失活,从而防止酶促褐变的发生。
以上报道均为常用物理方法和化学方法护色,并未见超声波护色用于梨汁加工。而本文采用超声波与维生素C复合处理对鲜榨梨汁酶促褐变的抑制效果,得到结论如下:维生素C添加量0.21%、超声功率300 W、超声时间10 min。在该条件下,梨汁的褐变抑制率为62.88%。
基金项目
河北省重点研发计划:梨果汁加工关键技术研究(20327110D)。本研究受河北农业大学食品加工学科群经费资助(项目编号:2022-03)。
NOTES
*通讯作者。