1. 研究背景
3D打印技术即增材制造技术,作为工业4.0时代最具发展前景的制造技术之一,是一种基于离散堆积成形思想的新型成形技术。该技术以计算机预先设计好的三维实体图为基础,通过计算机软件对实体图进行切片分层,用逐层变化的截面来制造三维形体,在制造每一层片时都和前一层自动实现联接,无需专用的模具或夹具,零件的形状和结构可不受任何约束,节省了工装和专用工具设计制造的时间,减少了制造流程,提高了制造效率。金属3D打印技术是技术最为密集、最有潜力的3D打印技术,已经应用于医疗器械、造船、汽车和航空航天等高精尖领域中形状复杂、价格昂贵的零件制造。目前,可用于直接制造金属功能零件的快速成型方法主要有电子束熔融(EBM)技术、电子束焊接(EBW)技术、选择性激光熔融(SLM)技术、数字光处理(DLP)技术、激光净型制造(LENS)技术和熔滴打印技术 [1]。
高熵合金(High entropy alloys, HEAs)是近年来提出的一种全新的合金体系,与传统合金的一种或两种主元相比,高熵合金拥有四种或四种以上的主元,且每种主元含量都在5%~35% (原子含量) [2]。虽然高熵合金中的主元成分较多,但其更倾向于形成简单的单相固溶体,如简单的面心立方(FCC)结构、体心立方(BCC)结构或密排六方(HCP)结构 [3] [4] [5] [6]。因此,高熵合金具有不同于传统合金的四大效应:高熵效应、扩散迟缓效应、晶格畸变效应以及“鸡尾酒”效应。这些效应赋予了高熵合金高强度、高硬度、耐磨耐蚀、高温抗软化及抗氧化 [7] 等优异性能,使其被公认为21世纪最具发展潜力的材料之一。目前,高熵合金块体的制备技术主要有电弧熔炼和真空感应熔炼,但上述技术制备出的高熵合金会出现不同程度的缩孔等铸造缺陷,且较难制备出大尺寸及复杂结构的高熵合金。增材制造技术可以根据零件的三维数据直接制造出实体的高熵合金零件,从而有效减少材料的浪费;同时该技术具有较快的加热速度与冷却速度,有利于合金获得超细晶粒 [8]。此外,增材制造技术的精确打印能够保障合金成分、组织的均匀性,这些都有利于提高高熵合金材料的性能。目前,应用于制备高熵合金的增材制造技术主要包括选区激光熔化、激光熔化沉积以及电子束选区熔化。
目前对多主元合金的加工工艺多以传统的真空电弧熔炼技术为主,但是该制备技术存在成形形状简单、成形尺寸有限、容易发生成分偏析、缩孔缺陷等不足,从而限制了其在多主元合金复杂成形构件的制备方面的应用。因此,尝试采用增材制造技术制备性能优异的多主元合金具有较大的科研意义。
2. 国内外研究发展现状
金属3D打印技术是20世纪80年代后期产生于美国,并很快扩展到日本及欧洲,于20世纪90年代初引入我国,是近20年来制造技术领域的一项重大突破。近年来,金属3D打印领域得到快速发展,据统计,2014年全球金属3D打印机销量增长了35%,2016年上半年同比增长了17%。欧美国家在3D打印产业中一直处于领先地位,而国内的研究主要集中在基础的工艺。华南理工大学的研究重点是SLM技术;清华大学以EBSM技术为主;南京航空航天大学和华中科技大学主要研究SLM技术;西北工业大学深入研究了LENS工艺;中北大学则在SLM技术的基础上研制了变长线扫描SLSRPT [9]。
20世纪90年代,我国的清华大学、华中科技大学、西安交通大学、西北工业大学等开始进行激光3D打印技术研究。早在1992年颜永年 [9] 团队开发出对户开放的RPM开发平台,西北工业大学在1995年首次提出激光直接成形技术的研究思路,华南理工大学在2004年开发出国内第一台选区激光熔化快速制造设备。如今经过近30年发展,国内3D打印领域涌现出几股强劲的研发团队,清华大学、华中科技大学、西安交通大学、北京航空航天大学、西北工业大学、华南理工大学、湖南大学等都对金属3D打印技术研究深入,且已开发出市场化的金属3D打印设备。华中科技大学史玉升团队2011年牵头研发出世界最大激光3D打印机;西安交通大学卢斌恒团队致力于3D打印技术在汽车制造上的应用研究;北京航空航天大学王华明团队致力于钛合金激光3D打印技术研究,已能实现飞机钛合金大型主承力构件的打印;西北工业大学黄卫东团队提出将3D打印技术和同步送粉激光熔覆相结合的创新想法,进而进行激光立体成形技术研发,通过激光熔化金属粉末,已为国产大飞机C919制造中央翼缘条;湖南大学刘继常团队致力于金属激光3D打印及其信息管理系统研发。随着3D打印认知度的提升,高校研究所的研究热度逐步增加,近些年涌入不少高校对金属3D打印技术的切片算法、激光扫描路径规划、新材料及工艺等研究,甚至开发出一些软件或进行软件的二次开发。在政府的积极鼓励与引导下,诸多省市的高新区企业(尤其是浙江、江苏、广东等沿海地区)积极开展金属3D打印装备研发,如广东中山汉邦激光科技有限公司、佛山先临三维科技有限公司、西安铂力特激光成形技术有限公司、江苏亚太霍夫曼金属打印科技有限公司等 [10]。
目前,按照美国材料与试验协会(ASTM)的分类标准,针对不同的打印材料、打印热源和打印方式,将3D打印工艺分为七大类,包括激光烧结(Laser sintering, LS)、激光熔化(Laser melting, LM)、激光金属沉积(Laser metal deposition, LMD)等 [11] [12]。应用于金属材料的两类成熟的打印方式分别是铺粉式打印(Power bed fusion, PBF)和送粉式打印(Power feed),后者也称为定向能量沉积(Directed energy deposition, DED)。由于地域区别等原因,目前商业用名称五花八门,但其原理却是基本一致的,具体名称见表1所示 [13]。

Table 1. Commercial names of metal additive manufacturing and their corresponding printing heat sources and printing materials [13]
表1. 金属增材制造的商业名称与其对应的打印热源及打印材料 [13]
3. 3D打印与高熵合金的发展
现代材料科学面临的重大挑战是研制出满足科技快速发展需求的高性能材料。以一种或两种元素为主、其他特定添加元素改善性能的传统设计理念已经研发出大量的工程化应用材料,但材料成分和组织优化能力有限,性能改善已经趋于瓶颈,无法满足各领域对更高性能材料的迫切需求 [14] [15] [16] [17]。高熵合金是一类由多种元素以等摩尔比或近等摩尔比组成的新型多主元材料,打破了传统的材料设计理念。高熵合金以其独特的晶体结构特征,表现出许多不同于传统材料的组织和性能特点。目前国内外已经研发出多种高熵合金,在力学、物理和化学性能等方面具有独特的优势,在很多领域具有巨大的应用潜力,已经成为国际材料学术界的重要研究热点之一。
3.1. 力学性能
力学性能测试是表征材料成型后服役表现的一种重要测试方法,其中屈服强度是金属材料重要的力学性能指标,它是工程上从静强度角度选择金属材料的基本依据,传统的强度设计方法中依据的也是屈服强度。但并不是屈服强度越大越好,高的屈服强度导致了高的屈强比(屈服强度与抗拉强度的比值),不利于某些应力集中部位的应力重新分布,容易发生脆性破坏,屈强比高的好处是节约材料、减轻重量。在增材制造后,有时材料屈强比可能会较一般制造方式下的要高,虽然屈强比变更高,但是在屈服强度过后如果有较长的均匀塑性变形区以保证材料安全运行,也是可行的。因此,当屈强比超标或对屈强比的大小有疑虑时,可结合材料的应力–应变曲线进行综合评价 [18]。
温耀杰 [19] 等利用梯度合金打印设备,成功制备了高质量的CoCrMo/Inconel 718连续成分梯度合金。研究发现,在成分上的平滑梯度,无不良的金属间化合物相和非平衡相,再加上均匀的晶粒尺寸,确保了力学性能的连续变化,可满足承载应用的工程部件的关键需求。其沿梯度方向的各项力学性能如图1、图2和图3所示。从图中可以看出材料的屈服强度、抗拉强度和伸长率随Ni含量先增加后减小,但是波动不大,说明材料表现出力学性能的均匀性和稳定性。
近年来,由Cantor和Yeh等提出的等摩尔比多主元高熵合金设计理念打破了传统的单主元成分设计理念 [4] [20],高熵合金在力学、物理或化学方面表现出优异的性能,成为一种具有巨大应用潜力的新型材料 [21]。
邱增城 [22] 采用激光增材制造技术制备了CrMnFeCoNi高熵合金,技术难点主要集中在如何改善材料成形,消除裂纹,抑制气孔等方面,通过实验优化激光工艺参数,成功制备出成形良好的CrMnFeCoNi高熵合金。基材、热影响区和沉积层三大区域进行硬度值的波动非常小,表明水平方向上的硬度无明显差异。根据图4研究结果表明,在常温到低温(77 K)时的拉伸性能表现出明显的温度依赖性,激光增材制造CrMnFeCoNi高熵合金低温较常温拉伸性能有极大的提升。
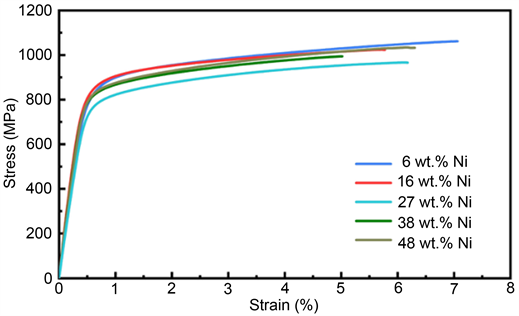
Figure 1. Stress-strain curve of different Ni content in gradient direction
图1. 梯度方向上不同Ni含量的应力–应变曲线

Figure 2. The tensile properties of the nickel content along the gradient direction starting from the CoCrMo end
图2. 镍含量从CoCrMo端开始沿梯度方向的拉伸性能
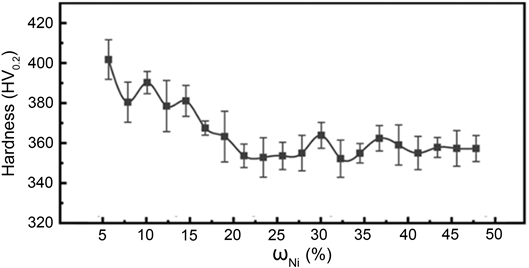
Figure 3. Vickers hardness along the gradient direction with nickel content starting from the end of CoCrMo
图3. 镍含量从CoCrMo端开始的沿梯度方向的维氏硬度
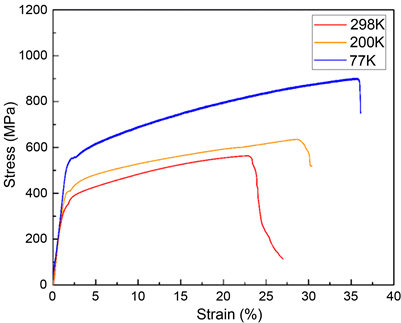
Figure 4. Stress-strain curves of laser additive manufacturing CrMnFeCoNi high-entropy alloy at different temperatures
图4. 激光增材制造CrMnFeCoNi高熵合金在不同温度下的应力应变曲线
刘广 [23] 分别采用激光3D打印技术中的金属熔融沉积以及激光选区熔化对经过机械混合元素粉体方法的CrMoTi三元中熵合金进行打印参数的优化。通过改变合金中的Al元素相对含量来研究CrMoT合金组织性能的规律,并通过调整打印参数,成功打印制备出成形优良的CrMoT合金。并通过研究对比两种不同的打印方式所得到的物相组成、微观组织、元素分布、显微硬度,并探究不同打印参数对致密度的影响,优化打印工艺参数,为打印中、高熵合金提供了改善打印参数的建议。
王福超 [24] 研究SLM成形工艺窗口,系统研究工艺参数对SLM成形CoCrFeNiMn高熵合金的相组成、微观组织和力学性能的影响规律。通过改变激光功率参数,发现熔覆道宽度随激光功率增大或扫描速度减小而增大,高度随激光功率增大或扫描速度减小而减小;在铺粉层厚30 μm、激光扫描功率225 W、扫描速度1300 mm/s、扫描间距0.07 mm工艺参数下,能得到致密度最高为98.69%的试样。最终通过优化各项工艺参数下SLM成形得到的CoCrFeNiMn高熵合金,其力学性能超过铸态试样。且研究发现SLM
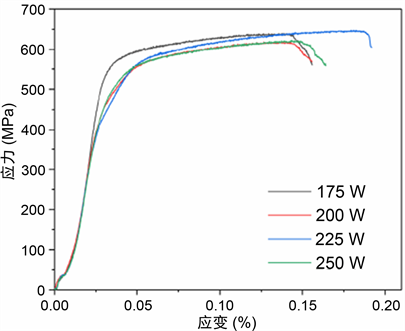
Figure 5. Stress-strain curves of CoCrFeNiMn high-entropy alloy under different scanning powers
图5. 不同扫描功率下CoCrFeNiMn高熵合金应力应变曲线
成形使合金CoCrFeNiMn高熵合金晶粒细小致密且无成分偏析,其细晶强化作用可提高强度、硬度等性能,合金基体中孔洞、裂纹等缺陷在应力加载下易扩大撕裂,在拉伸断口形成河流状解理花纹,导致断裂伸长率较低。从而为SLM成形复杂高熵合金零件奠定理论和技术基础。以激光扫描功率为变量工艺参数选区激光熔化成形CoCrFeNiMn高熵合金拉伸应力应变曲线如图5所示,整体应力应变曲线未出现较大范围的分离,分布比较集中,弹性变形阶段基本重合,弹性模量较为接近,225 W功率下拉伸试样具有最高的拉伸强度与断裂伸长率,整体拉伸强度均在620 MPa以上,最高可达641.65 MPa,较铸态CoCrFeNiMn高熵合金提升43.45%。
以激光扫描功率为变量工艺参数选区 SLM 成形CoCrFeNiMn高熵合金拉伸主要性能如屈服强度、拉伸强度及硬度如表2所示。整体屈服强度均在410 MPa以上,最高可达 426.82 MPa,较铸态CoCrFeNiMn高熵合金提升130.96%;整体拉伸强度均在 620 MPa以上,最高可达 641.65 MPa,较铸态CoCrFeNiMn高熵合金提升43.45%;硬度整体在240 HV以上,最高可达284.07 HV,较铸态CoCrFeNiMn高熵合金提升49.51%;整体弹性模量为24 GPa以上,最高可达27.07 GPa;整体断裂伸长率较低,最高为16.70%,远低于铸态CoCrFeNiMn高熵合金50.2%的断裂伸长率。
Table 2. Tensile properties and hardness of CoCrFeNiMn high-entropy alloy under different scanning powers
表2. 不同扫描功率下CoCrFeNiMn高熵合金拉伸性能及硬度
结合SLM 成形技术特点,成形过程中高能激光束与CoCrFeNiMn高熵合金粉末的短时间接触,使其在极短时间内熔化并冷却凝固,结构上易形成细小且致密的组织,其产生的细晶强化作用,由细晶强化理论可知,晶粒越细,组织就有更高的强度、硬度、塑性和韧性。这是因为细晶粒受到外力发生塑性变形可分散在更多的晶粒内进行,塑性变形较均匀,应力集中较小;此外,晶粒越细,晶界面积越大,晶界越曲折,越不利于裂纹的扩展,结合实验上述实验数据,表明SLM成形的CoCrFeNiMn高熵合金在各项力学性能上有极大的提升。
张咪娜 [25] 利用AlCoCuFeNi高熵预合金粉末为原料,系统研究了选区增材制造技术制备高熵合金的工艺可行性和成形机制,探讨了不同成形工艺对合金质量、组织特征及力学性能的影响规律。通过对选择性激光熔化(SLM)成形过程中熔池温度场模拟分析和工艺参数优化实验研究,结果表明SLM成形AlCoCuFeNi合金致密度高达99%以上,显微硬度和压缩强度分别达到541 HV0.2和1476 MPa,热处理后,富Cu的FCC相析出在BCC基体上,显著提高了合金的塑性。其中1000℃热处理后,成形件压缩屈服强度和断裂强度分别为871 MPa和1600 MPa,断裂应变增加到16.6%。基于上述SLM成形高熵合金的研究结果,采用选区电子束熔化(SEBM)技术将快速成形和热处理效应有机结合,直接制备出具有超细晶粒的BCC + FCC双相AlCoCuFeNi高熵合金,SEBM电子束粉末预热和层间熔化工艺改善了成形件质量,致密度达到99.8%以上。上述研宄获得了成形工艺控制高熵合金组织和物相结构,影响力学性能的关联性关系,进一步拓宽了高熵合金的成形新技术,为先进增材制造技术制备复杂结构高熵合金的组织调控和性能改善提供了重要的理论依据和现实意义。
刘启明 [26] 选择铸态性能优异的AlCoCrFeNi2.1高熵合金,进行了激光选区熔化成型研究。AlCoCrFeNi2.1高熵合金在合适的SLM工艺参数下,制得的试样缺陷最少,而且致密度超过铸态。图6为SLM制备下的AlCoCrFeNi2.1高熵合金和其铸态的拉伸应力—应变曲线,与铸态AlCoCrFeNi2.1高熵合金相比,SLM试样在强度和塑性方面都有明显提升,铸态试样的屈服强度约为545 MPa,抗拉强度约为1070 MPa,断后延伸率约为17%;通过增材成型,试样的强度和塑性均有明显提升,屈服强度约为1040 MPa,约为铸态的2倍,抗拉强度超过了1200 MPa,断后延伸率达到了23%。通过与铸态比较,利用激光增材制造直接成形的方式成功同时提升了它的强度和塑性。
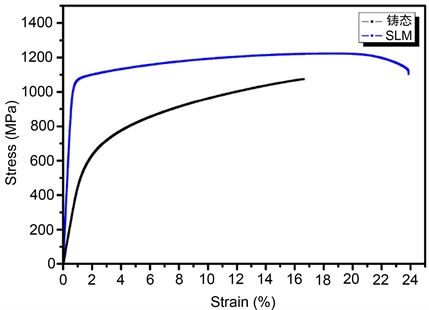
Figure 6. Tensile stress-strain curve of AlCoCrFeNi2.1 high-entropy alloy
图6. AlCoCrFeNi2.1高熵合金的拉伸应力–应变曲线
究其原因,可同增材成型的特点分析,由于冷却速度很快,晶粒来不及长大就凝固,从而细化晶粒,晶粒越细小晶界越多,而晶界面是位错运动的阻碍,位错被阻碍的位置增多,因此提升了AlCoCrFeNi2.1高熵合金的强度。晶粒越细小,单位体积内晶粒越多,形变时同样的形变量可以同时分布到更多的晶粒中,产生均匀的形变而不会造成局部应力过度集中,避免裂纹的过早发生与发展,从而提升了AlCoCrFeNi2.1高熵合金的塑性。通过硬度测试表明,硬度由320 HV提升到354 HV,综合表明通过SLM制备得到的高熵合金其各项综合性能均优于铸态。
石杰 [27] 以目前已知材料中断裂韧性最高的高熵合金FeCoCrNiMn为主要研究对象,将高强度铁基非晶Fe68Mo5Ni5Cr2P12.5C5B2.5(at.%)加入高熵合金中,通过SLM技术,实现了混合粉末的3D打印成形,制备了复合材料的实验样品。通过各项检测表征手段,结果表明,铁基非晶合金与高熵合金在高温熔化后发生熔体反应,相互扩散形成固溶体,复合材料的晶粒尺寸减小。非晶合金的加入以后的固溶强化和细晶强化作用,使得高熵合金的压缩断裂强度得到显著得提高,在铁基非晶质量分数为10%时,复合材料的断裂强度已经高于1 GPa,同时断裂韧性Kj也保持在65 MPa∙m1/2。铁基非晶质量分数为15%时,复合材料断裂的断裂强度达到1330 Mpa,约为纯高熵的两倍。通过改变铁基非晶的含量,能够调控复合材料的力学性能,表现出非常好的工程应用前景。
为得到高相对密度的SLM成形FeCrNiCoMn高熵合金,徐震霖 [28] 采用不同的激光功率和扫描速度进行SLM成形工艺优化。然后,采用X射线衍射(XRD)、场发射扫描(FESEM)和背散射电子衍射技术(EBSD)分析了其微观组织结构。并对比研究了SLM成形高熵合金和铸造高熵合金的耐蚀性能。研究表明,SLM成形FeCrNiCoMn高熵合金各种元素均匀分布,没有明显的成分偏析现象。SLM成形FeCrNiCoMn高熵合金的非平衡精细组织的形成主要取决于激光成形过程中快速加热和冷却特点。而且,SLM高熵合金硬度较均匀,纳米压痕硬度为2.84 ± 0.13 GPa。无论在氯化钠溶液还是硫酸溶液中,SLM成形的高熵合金的耐腐蚀性能优于铸造成形的高熵合金,分析认为,这是因为SLM成形高熵合金组织均匀细小,且无成分偏析。刘广 [29] 通过选区激光熔化成功打印了CoCrFeMnNi高熵合金。利用XRD、高分辨率CT分析表明,打印后晶体结构为单一的FCC相,其最高相对致密度为99.3%,仅a含有少量的孔隙和微裂纹。相应的打印参数为200 W激光功率,700 mm/s扫描速率,对应的激光能量密度为79.73 J/mm3。打印态最高硬度是344 HV。对打印参数优化后的试样进行拉伸实验,结果表明:试样常温下的屈服强度为523 MPa、拉伸强度为647 MPa、延伸率为15.8%;77 K下试样的拉伸强度高达893.8 MPa,延伸率达到34.6%。SLM制备的该高熵合金呈现出低温高断裂韧性。上诉研究结果都表明通过SLM制备的FeCrNiCoMn高熵合金性能优异,成形良好,为3D打印制备性能及成形良好的高熵合金提供了现实理论依据。
因此,说明通过SLM方法制备的高熵合金各项综合性能均优于传统铸造所获得的铸态试样,尤其在同时提高塑性和韧性方面,打破了传统铸造方法很难达到的结果,成功为材料性能的提升找到了新的出口,也为增材制造高熵合金提供了理论依据和参数建议。
3.2. 微观组织
增材制造的成形原理、成形环境与真空电弧熔炼法制备合金不同,使得合金组织结构产生差异,而组织决定了性能,不同的组织因其特殊的原子排列方式决定了不同的性能,即使是相同的组织,其晶体结构的差异也会影响性能;再者,组织中位错等缺陷的差异性,也会影响材料性能。因此,对材料微观组织的研究是表征其综合性能的重要手段,对激光增材制造高熵合金组织的探索有助于增加对激光增材制造技术特点的了解和对高熵合金性能的认识。
图7是邱增城 [22] 给出了单层CrMnFeCoNi高熵合金沉积层横截面的显微组织形貌。可以看到沉积层整体成形效果较好,无裂纹、气孔出现。沉积层从下到上依次分布着平面晶,胞状晶,柱状树枝晶及等轴树枝晶,其中柱状树枝晶形态占据了沉积层的大部分区域。

Figure 7. Microstructure of single layer CrMnFeCoNi high-entropy alloy deposition layer
图7. 单层CrMnFeCoNi高熵合金沉积层的显微组织
沉积层内晶粒形态的变化是沉积过程中熔池不同位置温度梯度和凝固速度差异造成的。图8给出了温度梯度G和凝固速度R对结晶形式的影响。随着G/R的增大,晶粒形态由平面晶向胞状晶、柱状树枝晶、等轴树枝晶依次转变。
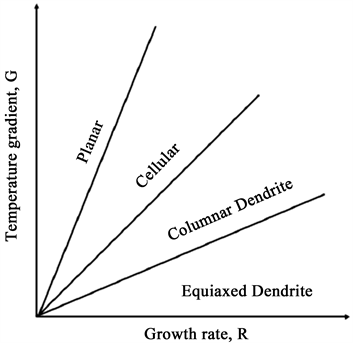
Figure 8. Temperature gradient and solidification rate vs. grain morphology
图8. 温度梯度与凝固速度对晶粒形态的
从图7可以看到,沉积层中组织形貌具有比较强的方向性,在中部的胞状树枝晶处格外明显。可以从激光增材制造的两大特点来分析,即定向凝固和快速冷却,激光垂直于熔池入射,能量集中在熔池的顶部,因此熔池内部在垂直方向上温度梯度极大,熔池内部的热流主要沿垂直方向耗散,但受到水平方向左右两侧散热的影响,熔池内部亦有一部分热流会向两侧耗散,由于金属导热系数较大,水平方向的总热流方向会偏向已沉积的金属一侧,因此,总的热流方向就是斜向下。
激光增材制造是一个快速凝固过程,其冷却速度大于普通铸造冷却速度,使得沉积层的组织较一般铸态组织更细,同时快速冷却有效地抑制了元素的偏析,并在沉积层中引入大量的位错,对沉积层的力学性能有一定的增强效果。
王福超 [24] 通过SLM成形CoCrFeNiMn高熵合金,由于SLM成形技术特点,会导致其在水平成形方向(XY成形面)及垂直成形方向(Z成形面)具有不同的组织形貌,图9为不同成形方向SLM成形CoCrFeNiMn高熵合金的微观组织图。

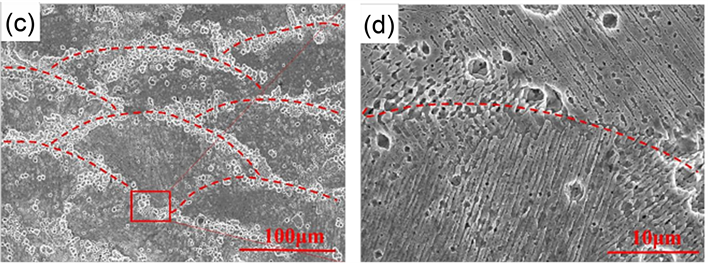
Figure 9. Microstructure of CoCrFeNiMn high-entropy alloy formed by SLM: (A), (b) XY forming surface microstructure; (c), (d) Z forming surface microstructure
图9. SLM成形CoCrFeNiMn高熵合金微观组织:(a),(b) XY成形面微观组织;(c),(d) Z成形面微观组织
分析其生成原因为,SLM成形过程中,熔池与熔池之间(XY成形面)及层与层之间(Z成形面)凝固搭接具有一定的时间差,导致上一熔池(层)与下一熔池(层)之间物理状态不同,熔池与已凝固的基体接触,较大的温度梯度会使在凝固搭接面产生较大过冷度,形成尺寸细小的亚晶粒(图9(b)),同时产生较大的热应力,导致在晶粒边界处易产生开裂形成裂纹。熔池(层)边界处存在的较大热应力使其在腐蚀时具有较快的腐蚀速度易形成腐蚀坑,在搭接处易形成特征形貌。
刘启明 [26] 通过SLM成形的到Al0.3CoCrCuFeNi和AlCoCrFeNi2.1高熵合金,通过观察微观组织发现两者都出现了胞状亚结构,如图10、图11分别为316L不锈钢激光选区熔化亚晶粒组织图和CoCrMo合金激光选区熔化亚晶粒蜂窝胞状结构图。
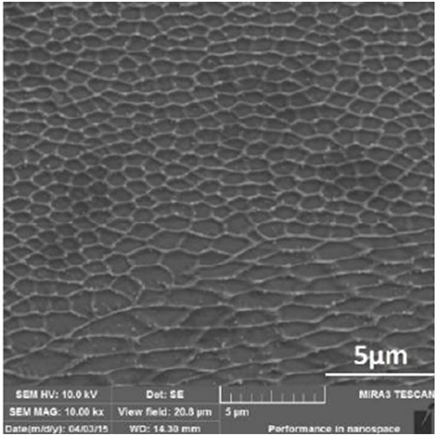
Figure 10. SLM subgrain structure of 316 L stainless steel
图10. 316 L不锈钢SLM亚晶粒组织图

Figure 11. SLM sub-grain structure of CoCrMo alloy
图11. CoCrMo合金SLM亚晶粒胞状结构图
综合上述胞状亚结构分析,这种亚结构的形成机制是因为在高凝固速度和大温度梯度的微尺度熔池。温度梯度较高时,容易产生对流失稳和贝纳德自组织花样 [30];凝固速度很快时,可以使瞬态组织结构被保存到凝固组织中。激光选区熔化恰恰满足了这两个条件,因而可以形成这种胞状亚结构。
4. 总结
通过上述研究者的研究发现,传统制造高熵合金很难兼顾强度和韧性,成型尺寸小,几何形状简单。而激光选区熔化(SLM)激光3D打印技术是研究者使用最普遍的一种制备高熵合金的方法。通过SLM,并针对要制备的高熵合金种类进行参数优化,能够制备出成形良好的高熵合金。并通过XRD、EBSD、高分辨率CT等表征手段和各项力学性能测试方法,能够得到致密度高、综合力学性能优异,甚至能够兼顾强度和韧性的高熵合金,为3D打印高熵合金的研究提供了重要的研究思路和理论依据。