1. 引言
随着高速铁路、下一代地铁列车等的快速发展,对车体及车辆部件轻量化的需求越来越明显。由于轨道交通车辆是集高压、变频、计算机控制、网络通信于一体的大型复杂系统,车辆内部布置了各类大功率设备,同时各种强弱电信号交织在有限的空间内,内部电磁环境十分复杂。
在车辆轻量化设计过程中,为了满足车辆减重需求,车辆主材将由现行铝合金材料向碳纤维复合材料转变,但碳纤维复合材料的电磁防护性能远远不如金属材料,若在轻量化设计中不进行相应部位的电磁防护设计,势必会对车体内外部的人员安全以及通信设备、信号设备、音视频设备等弱电设备造成严重影响。
由于轨道车辆典型电磁敏感部位(牵引电机、逆变器、受电弓)产生的干扰多为磁场和低频信号,如何提高碳纤维复合材料低频下的电磁防护能力已经成为该领域的研究重点。
本文针轨道车辆敏感部位轻量化和电磁屏蔽设计需要,从低频电磁防护原理出发,以碳纤维复合材料为主材,并结合导电导磁的层间电磁增强材料,利用热压罐成型工艺制备了适用于轨道车辆环境下低频电磁防护碳纤维复合材料。
2. 直流磁场及低频防护原理
2.1. 直流磁场屏蔽
直流磁场磁屏蔽的原理可以用磁路的概念来说明。在外磁场中,一部分磁通在空气中穿过,另一部分磁通集中在铁磁回路中。这可以把铁磁材料与空腔中的空气作为并联磁路来分析。
(1)
(2)
其中
为屏蔽材料磁导率;
为空气介质磁导率。
因为铁磁材料的磁导率比空气的磁导率要大几千倍(屏蔽
空气),所以空腔的磁阻比铁磁材料的磁阻大得多(
),外磁场磁通量的绝大部份将沿着铁磁材料壁内通过(屏蔽
空气),而进入空腔的磁通量极少。这样被铁磁材料屏蔽的空腔内基本上没有外磁场,从而达到静磁屏蔽的目的。材料的磁导率愈高,筒壁愈厚,屏蔽效果就愈显著。
2.2. 低频电磁屏蔽
根据辐射电磁场屏蔽的基本原理,低频磁场由于其频率低,趋肤效应很小,吸收损耗很小,并且由于其波阻抗很低,反射损耗也很小,因此单纯靠吸收和反射很难获得需要的屏蔽效能。对这种低频磁场,要通过使用高导磁率铁磁材料(如纯铁、硅钢片、玻莫合金等)提供磁旁路来实现屏蔽,而对于电场屏蔽来说,提高材料的电导率和磁导率是提高屏蔽效能的必要条件 [1]。
3. 低频防护部位用电磁防护碳纤维复合材料设计
以目前轨道车辆敏感部位在直流磁场以及5 Hz~20 KHz低频环境下,防护要求大于20~30 dB的目标进行设计。
根据“1”章中原则,选择坡莫合金、镍网以及自制镀镍碳纤维复合材料作为低频电磁防护碳纤维复合材料铺层材料。
材料计算采用Schelkunoff公式,该公式的应用范畴及设定条件是利用传输线理论,屏蔽效能可由屏蔽体吸收损耗(A: Absorption Loss)、屏蔽体反射损耗(R: Reflection Loss)、屏蔽体多重反射损耗(M: Multiple Reflection)表示 [2],解析式如下:
(3)
吸收损耗,
(4)
反射损耗,(远区场的判定条件是在空间中的确定场点与源点的距离r,远大于波长
,即
,
。近区场的判定条件是
,
)。
当
,
, 平面波 (5)
当
,
, 电场 (6)
当
,
, 磁场 (7)
多重反射损耗,
(8)
在屏蔽效能计算中,当A > 15 dB时,多次反射损耗M可以忽略,M值总是负的或趋近于零。而在工程规定A > 10 dB时,即可忽略M。
同时,趋肤深度(穿透深度)按下式,
(9)
其中r为屏蔽体至场源的距离,m;f为信号频率,Hz;
为相对磁导率,
为相对电导率,
为趋肤深度,m [1]。
根据(3)~(9)公式,按镀镍碳纤维复合材料,相对电导率0.01,相对磁导率102;镍网相对电导率0.25,相对磁导率1000来计算,坡莫合金相对电导率0.1,相对磁导率100,000来计算。
在满足上述趋肤深度和最低屏蔽效能的要求下,可按2 mm坡莫合金,7.4 mm镀镍碳纤维复合材料,0.4 mm镍网设计10 mm厚度防护复合材料,如图1所示 [2]。
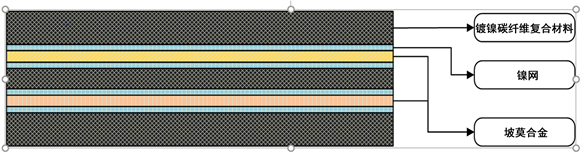
Figure 1. Schematic diagram of composite layer
图1. 复合材料铺层示意图
4. 电磁防护碳纤维复合材料制造工艺
与传统金属材料制备工艺不同,电磁防护碳纤维复合材料成型工装或模具辅以相应的成型工艺进行制造 [3]。常见的制备技术有手糊或湿法铺覆工艺,真空袋压、真空成型和热压罐成型工艺,模压成型工艺,注射模塑成型工艺,缠绕成型工艺,拉挤成型工艺等,其工艺各有特点。热压罐工艺因其能够成型复杂性结构的蒙皮,壁板和壳体等,较大程度的发挥材料自身力学性能,在军工、航天等领域有非常广泛的应用。
热压罐成型方式主要是利用热压罐内部的高温压缩气体产生压力对复合材料坯料进行加热、加压以完成固化成型的方法 [4],其成型方法示意图如下图2:
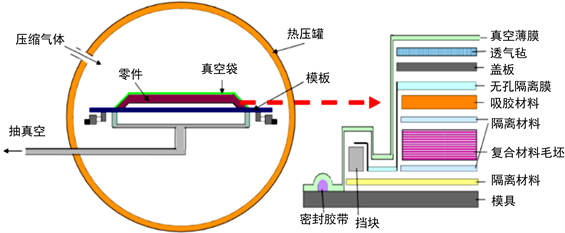
Figure 2. Forming process of autoclave
图2. 热压罐成型工艺示意图
其中固化工艺参数如图3所示 [3] [4]。
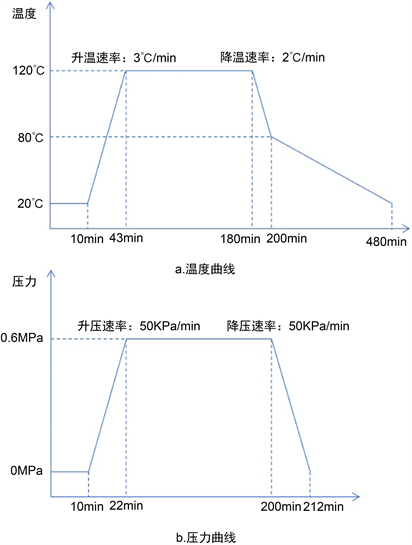
Figure 3. Curing process parameter curve of autoclave
图3. 热压罐固化成型工艺参数曲线
5. 试验验证
5.1. 性能测试
碳纤维电磁防护复合材料直流磁场和低频屏蔽效能测试参照Q/710J 0602-2010《直流磁屏蔽装置屏蔽性能测量方法》,主要测量仪器为三分量磁通门传感器,测量范围±10 μT。测试示意图如图4:
5.2. 结果及分析
按照5.1中测试方法,文章对600 mm × 600 mm × 10 m碳纤维电磁防护复合材料样板进行了测试,测试结果如表1:

Table 1. Shielding effectiveness test data
表1. 屏蔽效能测试数据
从屏蔽理论分析,试验样件在能够保证相应趋肤深度的情况下,屏蔽效能主要决于反射损耗R,而反射损耗与电磁波的波阻抗关系很大。而本文中采用具有良好导电性能的高导磁材料与镀镍碳纤维复合材料进行复合 [5] [6],得到了一种具有良好低频和直流磁场防护性能的复合材料。
6. 结束语
在利用热压罐工艺进行低频电磁防护碳纤维复合材料研制过程中取得的成果归纳如下:
1) 选用碳纤维、镀镍碳纤维增强材料以及坡莫合金的混合铺层和整体成型工艺过程质量可控,产品有较好的表观质量,在满足强度、刚度等力学性能条件下,实现非常显著的减重效果。
2) 本文研究结论对轨道交通轻量化设计中的电磁兼容和减重设计具有指导意义。