1. 引言
现代化采煤过程中,刮板输送机是关键设备 [1] [2]。链轮在刮板输送机中扮演着非常重要的角色,在使用过程中,链轮与链条相互咬合,链窝磨损成为链轮的主要失效形式。另外,由于冲击载荷、交变循环载荷的作用,矿物粉末及腐蚀性介质的存在加剧了磨损过程 [3] [4] [5]。
传统的链轮制造工艺中,材料一般为40CrNiMoA等中碳钢,经锻压、机加后,通过调质处理提高材料的强度和韧性,随后对齿形表面进行淬火处理,提高表面的硬度 [6] [7]。链轮服役过程中,磨损现象较为严重,产品寿命较短,影响到企业的正常生产。
冷技术过渡技术(Cold Metal Transfer, CMT)具有热输入控制精准、焊接过程稳定、几乎没有飞溅的特点。在堆焊时能够获得较高熔敷率和较低稀释率 [8] [9]。本文采用CMT工艺在链轮表面堆焊一层硬度更高、耐磨性更强并且耐腐蚀的马氏体不锈钢材料,期望能提高链轮的使用寿命。
2. 材料与方法
2.1. 试验材料与设备
基材选择40CrNiMoA钢,试件尺寸为150 mm * 150 mm * 50 mm,化学成分如表1所示,属于中碳调质钢,计算得到碳当量和冷裂敏感指数分别为0.8和0.522,焊接性差,冷裂纹倾向大。熔覆材料为GFC-103耐磨药芯焊丝,直径1.2 mm,熔敷金属硬度能达到HRC55-62。

Table 1. The element composition of 40CrNiMoA steel
表1. 40CrNiMoA钢元素组成
焊接设备为TPS 4000 CMT焊机和MOTOMAN-UP20六轴机器人;预热装置及工装夹具如图1所示,试验过程中试样保持不动,加热炉可在水平面左右移动,控制试件进行加热。

Figure 1. Heating equipment and fixture
图1. 预热设备及工装夹具
2.2. 试验方案
试验流程如图2所示。堆焊过程中,焊接电流电压等参数和预热温度是影响成形质量和性能的关键因素,但由于CMT采用一元化控制,所以以送丝速度、焊接速度与送丝速度数值的比值、预热温度为变量,设计了三因素三水平正交试验,如表2所示。试验采用摆动焊,摆幅为2 mm,频率为4 Hz,保护气为100% CO2。
Table 2. The design of process test parameter
表2. 工艺试验参数设计
采用多层多道焊接,焊前将工件放入预热装置中加热到指定预热温度,然后施焊,焊后试件随炉冷却。焊后试件及取样方式见图3,图中① ②部位用于检测界面结合强度,③用于硬度检测,④用于稀释率测量。
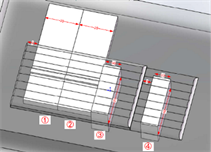
Figure 3. Test piece and sampling method after welding
图3. 焊接后试件及取样方式
采用剪切试验对堆焊层与基体间的结合强度进行测试。母材对照试样及焊后剪切试验截取如图4示。剪切试样制备及夹具设计依据国家标准GB6396-2008复合钢板性能试验方法要求进行 [10]。采用HXD-1000MT显微硬度机对堆焊层及基体进行硬度测试,测试载荷为1000 gf,加压时间为10 s。
3. 试验结果与讨论
3.1. 工艺参数对堆焊层表面成形的影响
图5、图6分别堆焊层的宏观形貌和单层截面图。考虑到预热温度差异不大时对堆焊层成形影响有限,本节分析暂时忽略预热温度对宏观成形的影响。对比图5和图6可以得到以下规律:

Figure 4. Base metal sample and post-weld test cutting plan
图4. 母材试样和焊后试验切取方案
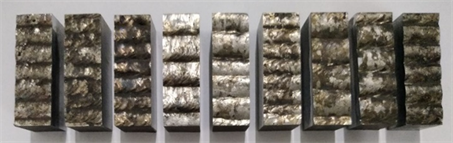
Figure 5. Macroscopic topography of the surfacing layer
图5. 堆焊层表面宏观形貌
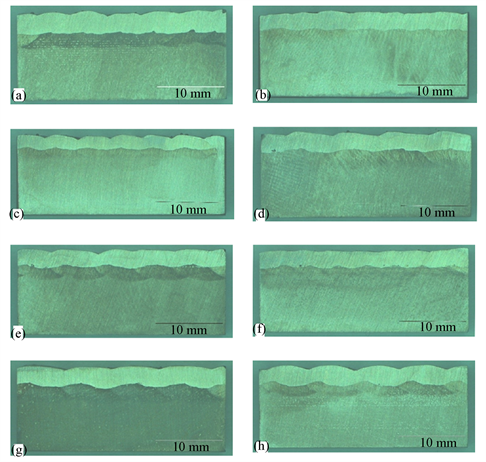
Figure 6. The single layer surfacing layer cross section of Test 1 - Test 9 (corresponding to a~i)
图6. 试验1~试验9 (对应a~i)单层堆焊层截面
(1) 对比试验1/4/7 (2/5/8、3/6/9)可知,在vw/vf一定时,随着送丝速度的增加,单道焊缝宽度增加,余高降低。这是由于在焊接热输入基本一致的条件下,送丝速度增加,焊接电流上升,导致电弧的电磁力、等离子流力增加,使得焊缝的熔池更加铺展,所以焊缝更“平坦”。
(2) 对比试验1/2/3 (4/5/6、7/8/9)可知,在送丝速度不变时,随着vw/vf的增加,单道焊缝宽度降低,余高增加,焊缝表面更“凸起”。这是由于vw/vf的增加,热输入减小,熔池润湿性下降。
(3) 如图7所示,对于单道更“平坦”的焊缝来说,其搭接区域更窄,所以对搭接量的要求范围更严格,当搭接量不合适时导致整个堆焊层表面起伏较大,使得表面平整度下降,比如试验7、8、9。相反对于单道更“凸起”的焊缝,其搭接区域更宽,对搭接量要求相对不敏感,在合适的搭接量范围,更容易保证整体堆焊层的表面成形平整,比如试验2、6等。所以在堆焊过程中,较小的送丝速度和较大的焊接速度在控制搭接量的条件下,有利于得到更平整的整体成形效果。

Figure 7. Bonding under different welds (a: flat, b: raised)
图7. 不同焊道下搭接情况(a:平坦,b:凸起)
3.2. 工艺参数对稀释率的影响
在堆焊过程中,由于部分母材熔化进入熔池,使得基体的合金元素混入堆焊层,导致堆焊层的硬度及耐蚀性下降。稀释率变化趋势如图8所示,对图8中数据进行方差分析得到表3。可知送丝速度vf及预热温度Tp对稀释率有显著影响,而焊接速度与送丝速度的比值则对稀释率无显著影响。

Figure 8. Trends in dilution rates of experiments
图8. 稀释率变化趋势
Table 3. Variance analysis of influence factors of dilution rate
表3. 稀释率影响因子方差分析
注:“●”代表影响显著,“○”代表影响不显著。
图9展示了三种因素对稀释率的影响规律。由图可知,预热温度和焊接参数均在不同程度上影响稀释率的值,其规律如下:
(1) 稀释率随送丝速度的增加而增加,当预热温度一定时,送丝速度增加,焊接电流增加,使得熔池存在时间增加,母材熔化量增加,稀释率增加。相反随着焊接速度与送丝速度的比值增加,热输入降低,母材熔化量减少,稀释率降低。
(2) 稀释率随着预热温度的增加而增加。在一定的焊接参数下,预热温度的增加相当于额外增加能量,降低了熔池的冷却速度,延长液态熔池的存在时间,使母材熔化量增加,稀释率增加。
因此,尽量避免预热温度过高,减小送丝速度,增加焊接速度与送丝速度的比值,使得热输入减小,降低熔池存在时间,有利于稀释率的降低,使得母材对堆焊层性能影响下降。

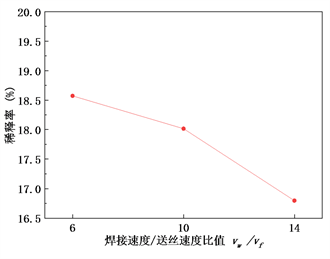
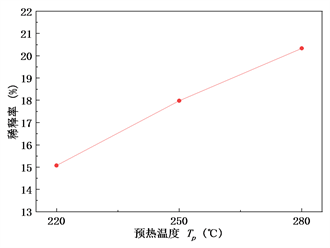
Figure 9. Schematic diagram of the orthogonal factors of the dilution rate
图9. 稀释率的正交因素示意图
3.3. 工艺参数对堆焊层硬度的影响
为验证堆焊层对链轮硬度的提升作用,首先测得母材硬度为214 HV。第三层堆焊层的硬度值如图10所示,分布在686 HV~736 HV,对应的洛氏硬度范围约为57.3 HRC~62.9 HRC。与母材相比,堆焊层硬度值远大于母材的硬度值,提高了链轮工作部位的耐磨性,增加链轮寿命。
在链轮服役过程中,由于链窝的不断磨损,堆焊层实际工作面会不断下移,因此测量了从堆焊层顶部向基体的硬度值变化,如图11示。由图中虚线(即熔合线)出发,分别向堆焊层和母材方向,每隔1 mm取1组测试点进行硬度测试。在≤3 mm外,母材硬度维持在215 HV上下;在−3 mm~0 mm处,进入母材热影响区,硬度逐渐上升;在0~1 mm处,由于母材稀释的影响,堆焊层硬度呈现逐渐上升趋势;>1 mm位置,堆焊层的硬度稳定在725 HV~788 HV之间。说明堆焊后高硬度堆焊层较厚,在非重度磨损情况下,链窝工作表面的堆焊金属能稳定维持在较高的硬度水平。
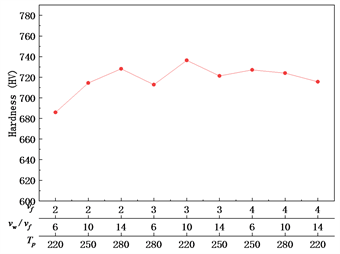
Figure 10. Hardness values of the third layer of different substrates 1 - 9
图10. 1~9组试验第三层堆焊层硬度值

Figure 11. Hardness distribution near the weld line
图11. 熔合线附近硬度分布
3.4. 工艺参数对堆焊层与基体间结合强度的影响
首先测得母材的剪切强度为557.02 MPa,图12所示为堆焊层与母材界面结合强度变化。可以看出,堆焊层与母材的结合强度大于母材自身的剪切强度,表明堆焊层与母材结合良好,在服役过程中,不会发生堆焊层脱落造成链轮的提前失效。同时,对比图中各试验组数据可知,剪切强度差别不大,说明三种因素对堆焊层与基材的结合强度无显著影响。

Figure 12. Interface bonding strength between the surfacing layer and the substrate
图12. 堆焊层与基体界面结合强度
4. 结论
本文针对40CrNiMoA钢材,采用GFC-103耐磨药芯焊丝进行CMT堆焊工艺研究,分别从堆焊层的宏观形貌、稀释率、硬度和堆焊层与母材的结合强度四个方面进行分析,探讨工艺参数对堆焊层的影响规律,得到以下结论:
(1) 焊缝表面宏观形貌由焊接热输入与电弧力决定,当焊接热输入越小,电弧推力、等离子流力越小,单道焊缝更“凸起”。但由于搭接量更易控制,在合适的搭接量更易保证表面成形的平整度。
(2) 稀释率受送丝速度和预热温度影响较大,其主要原因与熔池的存在时间密切有关。
(3) 堆焊层硬度远大于母材硬度值,且在熔合线以上1 mm位置以外,堆焊层的硬度就稳定在725 HV~788 HV之间,在非重度的磨损情况下,堆焊后的链轮能稳定维持在较高的硬度水平。堆焊层与母材的结合强度大于母材自身的剪切强度,表明堆焊层与母材结合良好,不会因为堆焊层脱落导致提前失效。
NOTES
*通讯作者。