1. 引言
在核工业中的特定环境中,铀等元素通过磁控溅射等方式沉积在不锈钢板表面,铀的化学性质活泼,在不锈钢表面形成氧化层,并通过范德瓦尔斯力、毛细力和静电作用力 [1] 与不锈钢基体结合。铀是一种较为珍贵的核材料,并具有少量的放射性,出于进一步地回收物料并降低放射性废物的含量和放射性活度的目的需要对氧化层进行剥离和回收。
在核设施运行过程中,放射性核素也会吸附在核设施、设备、仪器、仪表、工件等表层,表面去污是核设施退役过程必不可少的环节 [2] [3]。通过对核设施、设备、仪器、仪表、工件等进行表面激光清洗,可以有效减少放射性废物的含量,降低操作区的放射性水平,从而降低操作人员的受照计剂量,也有利于延长核设施、设备、仪器、仪表等的使用寿命,有利于核设施、设备和工件的回收使用。
激光清洗技术是近些年来飞速发展起来的新型清洗技术,其中激光除氧化层是目前激光清洗应用最广泛的领域 [4],其基本原理是利用金属基体与表面氧化物对某一特定波长的激光吸收系数的差异和热膨胀系数的差异,氧化物吸收激光能量后,产生振动、或瞬间受热膨胀,通过震动脱落、热应力剥离、或相爆炸等形式最终脱离基体表面,从而达到氧化物与基体分离的目的 [5]。
与水法溶解相比,激光清洗技术工艺流程短,清洗效率高,无需任何化学试剂,不产生放射性废液。与机械剥离相比,激光清洗技术通过激光作用于氧化层和不锈钢表面,可实现非接触式分离,对基体的损伤小,操作简便、安全,激光头能够进入狭小空间内作业,能适用于复杂环境,应用范围广 [6]。
目前,美国、日本、韩国、法国等都对激光去污进行了一定程度的研究,其实验对象包括放射性污染的金属表面、一回路冷却系统的碳钢和不锈钢、输送高浓度放射性废液的管道、核厂房墙壁地板、反应堆中被放射性污染的组件等 [7] [8] [9] [10],我国的中国原子能科学研究院 [11]、中国核动力研究设计院 [12] 等单位近些年也开展了此方向的研究,但对于采用激光清洗技术回收核材料的研究还较少,鉴于激光清洗技术在氧化镀层清洗上的独特优势和应用价值,开展氧化镀层的激光清洗回收技术的研究十分必要。
2. 实验装置和材料
实验选用Nd:YAG激光器作为激光清洗光源。Nd:YAG激光器是固体激光器的一种,其寿命较长,产生光震荡所必需的光泵激励阈值较低,激光器的能量转换效率较高,可在室温条件下进行长期的连续运转或较高重复率脉冲式运转,是激光清洗领域最常用的激光器。Nd:YAG激光器产生的基频光是1064 nm的红外光,具有高功率、窄线宽的特点。在本文中选取的Nd:YAG激光器工作参数如表1所示。

Table 1. Technical parameters of the laser
表1. 激光器的技术参数
实验采用铈作为模拟料代替铀等放射性元素进行,实验材料为316L不锈钢板,其中铈通过磁控溅射沉积在不锈钢板上,其表面被氧化形成氧化层,如图1所示。

Figure 1. Cerium-plated stainless steel plate after surface oxidation
图1. 表面氧化后的镀铈不锈钢板
3. 研究内容
为了探究不同的激光清洗参数对清洗效果的影响,首先在不锈钢板上的部分小区域进行工艺参数探索,研究不同工艺参数对不锈钢板上铈氧化层的激光清洗效果的影响,工艺参数包括激光器的脉冲频率、激光器的功率密度、激光器的扫描速度等。在掌握激光清洗工艺参数之后,对不锈钢板进行了整体激光清洗,考察了最优工艺参数下物料铈的回收率。
3.1. 激光脉冲频率对清洗效率的影响
高频率的脉冲激光冲击物体表面,在固体表面产生力学共振现象,使表面附着物破碎脱落 [13]。激光脉冲频率会影响固体表面产生力学共振的频率,对激光清洗的效果存在一定的影响。
在激光功率密度为6.67 W∙mm−1、扫描线速度为10 mm∙s−1的条件下,采用不同激光脉冲频率进行了小区域的不锈钢板氧化镀层的激光清洗实验,实验参数和清洗效果如表2所示。
Table 2. Laser cleaning experimental parameters under different laser pulse frequencies
表2. 不同激光脉冲频率下的激光清洗实验参数
在激光功率密度为6.67 W∙mm−1,扫描速度为10 mm∙s−1,激光脉冲频率20~100 kHz的条件下进行了三组实验。为了表征上述条件下的清洗效果,对激光清洗后不锈钢板的表面进行了SEM测试和EDS测试,清洗效果和元素表征结果如图2~4所示。

Figure 2. Laser cleaning images of stainless steel plates under different laser pulse frequencies (1 - 40 kHz; 2 - 60 kHz; 3 - 100 kHz)
图2. 不同激光脉冲频率下不锈钢板激光清洗后的图像(1~40 kHz; 2~60 kHz; 3~100 kHz)

Figure 3. SEM images of stainless steel plates under different laser pulse frequencies (1 - 40 kHz; 2 - 60 kHz; 3 - 100 kHz)
图3. 不同激光脉冲频率下不锈钢板激光清洗后的SEM图像(1~40 kHz; 2~60 kHz; 3~100 kHz)
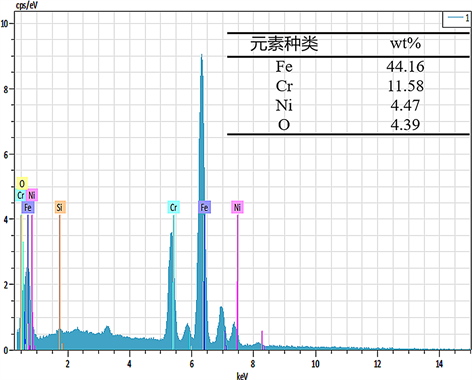
Figure 4. Experiment 3: EDS spectrum of stainless steel plate after cleaning
图4. 实验3不锈钢板清洗后的EDS谱图
通过直接观察,发现不锈钢表面的氧化镀层均全部脱落,在激光功率、扫描速度、扫描宽度为上述条件下,改变激光脉冲频率对清洗效果无明显的影响。通过EDS能谱,对不锈钢板清洗后的表面元素进行分析,激光清洗后的料板表面的主要元素为Fe、Cr、Ni等,为不锈钢的组成元素,而未检测到元素Ce,表明通过激光清洗可以实现不锈钢板上的金属铈完全与料板的完全分离,验证了采用激光清洗技术清洗回收不锈钢表面氧化镀层的可行性。
3.2. 激光器功率密度对清洗效率的影响
当激光功率密度超过某一阈值时,清洗效果虽然存在,但物体表面也已损伤,该阈值称为损伤阈值;另一方面,当激光功率密度低于某一阈值时,即使延长激光清洗时间,也无任何清洗效果,该阈值称为清洗阈值 [14]。为了探究激光器功率密度对不锈钢表面氧化镀层的影响,在脉冲频率不变的条件下进行了4组条件实验,实验参数如表3所示,并对激光清洗后不锈钢板的表面进行了SEM测试和EDS测试,元素表征结果如图5~7所示。
从图5中可以看到,在所述的扫描宽度、扫描速度和单脉冲频率下,激光去在不同功率下对料板的清洗效果有很大差异。在激光功率密度为6.67 W/mm和4.67 W/mm时,料板上的物料被完全清洗下去,清洗区域因不锈钢基体氧化而呈黄色;在激光功率密度为2.67 W/mm及以下时,不锈钢板上的氧化层仍然有大量残留。激光器功率密度为2.67 W/mm时,清洗后的不锈钢板表面元素分析表明不锈钢板上仍有较多的元素铈,说明激光清洗不锈钢上的铈氧化层的清洗阈值大于2.67 W/mm。
Table 3. Laser cleaning experimental parameters under different laser power density
表3. 不同激光功率密度下的激光清洗实验参数
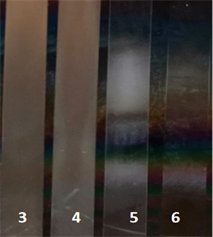
Figure 5. Laser cleaning images of stainless steel plates under different power densities (3 - 6.67W·mm−1; 4 - 4.67W·mm−1; 5 - 2.67W·mm−1; 6 - 1.33W·mm−1)
图5. 不同功率密度下不锈钢板激光清洗后的图像(3~6.67 W∙mm−1; 4~4.67 W∙mm−1; 5~2.67 W∙mm−1; 6~1.33 W∙mm−1)
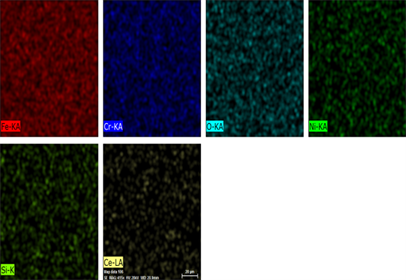
Figure 6. After laser cleaning (Experiment 5) SEM image and element distribution diagram of the surface of the material plate
图6. 激光清洗后(实验5)料板表面的SEM图和元素分布图
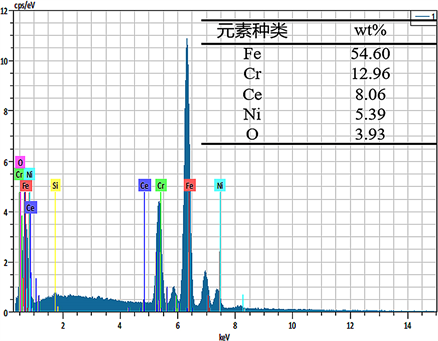
Figure 7. EDS spectrum after cleaning the stainless steel plate with a laser power density of 2.67 W/mm
图7. 激光功率密度为2.67 W/mm不锈钢板清洗后的EDS谱图
为了探究脱落的氧化层的组成与激光器功率密度的关系,对上述实验后收集的物料进行了ICP-AES测试。
Table 4. The mass fraction of Fe and Ce in the collected materials under different laser power densities
表4. 不同激光功率密度下的收集的物料中Fe和Ce的质量分数
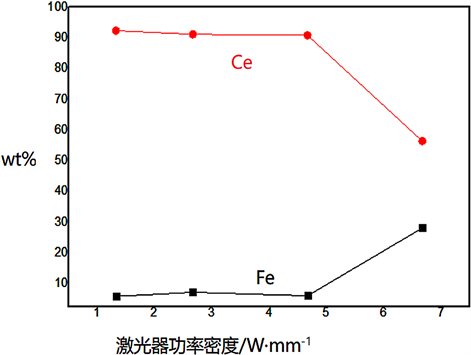
Figure 8. The relationship between the mass fraction of Fe and Ce in the material and the laser power density
图8. 物料中Fe和Ce的质量分数与激光器功率密度的关系
表4和图8中的实验结果表明,当功率密度达到6.67 W/mm时,脱落的物料中含有较多的Fe,且Ce的质量分数明显下降,说明激光器的功率密度过高导致不锈钢表面发生损伤,部分不锈钢脱落混入物料中。激光清洗不锈钢上铈氧化层的损伤阈值低于6.67 W/mm。
激光功率密度过低,氧化层难以全部剥离;激光密度过高,收集到的物料中含有较多的Fe杂质。激光功率密度为4.67 W/mm时,不锈钢上无铈残留,且收集到的物料中杂质较少,4.67 W/mm是最佳功率密度。
3.3. 扫描速率对清洗效率的影响
激光扫描速率是影响激光清洗效果的重要参数 [15] [16],扫描速度过低时激光在不锈钢表面的停留时间过长,可能导致不锈钢板的损伤;扫描速度过快,激光运动模块运行不稳定;为了探究扫描速度对激光清洗不锈钢板上氧化镀层的影响,在激光功率密度为4.67 W/mm,脉冲频率为100 Hz的条件下改变扫描速率进行了三组实验,实验参数和清洗效果如表5所示。
Table 5. Laser cleaning experimental parameters under different laser power densities
表5. 不同激光功率密度下的激光清洗实验参数
在激光功率密度为4.67 WW/mm、激光脉冲频率为100 Hz,采用不同扫描速度对不锈钢板上的氧化层进行了激光清洗实验,激光清洗过后的不锈钢板如图9所示。

Figure 9. The image of the plate after cleaning at different scanning speeds (7 - 5 mm/s; 8 - 10 mm/s; 9 - 15 mm/s)
图9. 不同扫描速度下料板清洗后的图像(7~5 mm/s; 8~10 mm/s; 9~15 mm/s)
由图9中可以看出,当激光功率密度为4.67 W/mm、激光脉冲频率为100 kHz时,在扫描速度在5~15 mm/s范围内,不锈钢板上的氧化层均可以被激光清洗干净。然而,通过观察图10还可以发现,随着扫描速率的降低,不锈钢基底出现了明显变黄的迹象,初步判定是过度清洗导致基底表面被氧化,形成了氧化物。通过对不同扫描速率下激光清洗后的不锈钢表面进行SEM表征发现,当激光器的扫描速率为5 mm/s时,清洗后的不锈钢板表面有明显烧蚀产生的凹痕,这是由于停留时间过长,热量在不锈钢表面迅速聚集导致的。综合考虑激光器的运行稳定性和激光清洗的效率,认为10 mm/s为激光清洗的最佳扫描收率。
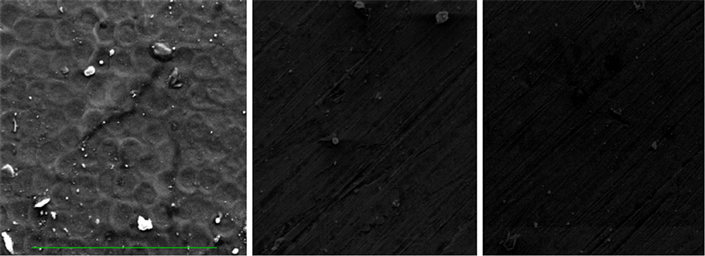
Figure 10. SEM images of the stainless steel surface after laser cleaning at different scan rates (5 mm/s from left to right; 100 mm/s and 15 mm/s)
图10. 不同扫描速率下激光清洗后不锈钢表面的SEM图(从左至右分别为5 mm/s;100 mm/s和15 mm/s)
在前文所述的工艺条件实验中已确定了激光清洗不锈钢板镀铈氧化层的最佳工艺参数,认为激光脉冲频率对清洗效果无明显影响,激光功率密度为4.67 W/mm,扫描速度为10 mm/s为最佳工艺条件。在此基础上采用上述工艺条件对整块不锈钢板进行了激光清洗,并对物料的残余率进行了分析。激光清洗过程中不锈钢板的表面变化情况如图11所示。
铈的回收率通过称重和ICP测试结合的方式确定。通过不锈钢板清洗前后的质量变化和脱落物料中Ce的质量分数确定回收铈的质量;通过将不锈钢板切割/表面溶解后测量溶解液中铈的质量浓度确定不锈钢表面残余Ce的质量,从而得到不锈钢激光清洗回收铈的收率。ICP测试结果如表6和表7所示。通过计算得到铈的回收率为97.2%。
Table 6. The ICP test result of the falling material after laser cleaning
表6. 激光清洗后的脱落物料进行ICP测试的结果
Table 7. The result of ICP test after cutting and dissolving the stainless steel after laser cleaning
表7. 激光清洗后的不锈钢切割溶解后进行ICP测试的结果
4. 结论
通过条件实验,探究了激光的脉冲频率对激光清洗不锈钢表面铈氧化镀层的影响,认为在20~100 kHz的脉冲频率范围内,脉冲频率对激光清洗效果无明显影响。激光功率密度为4.67 W/mm、激光清洗速率为10 mm/s为激光清洗回收不锈钢表面镀铈氧化层的最佳工艺条件,在此工艺条件下,铈的回收率达97.2%。通过最优化工艺条件的研究,论证了激光清洗技术用于特定条件下放射性核素清洗和回收的可行性,对于激光清洗技术在核工业的应用有重要意义。