1. 引言
航天火工品主要用于运载火箭、航天器的发动机系统、级间分离、姿态控制等,点火器类火工品是实现上述功能的初级使能元器件,是成败性产品 [1]。
点火器类火工品装配一般采用螺纹连接、胶液粘接、激光焊接等方式。其中胶液粘接最为常用,主要用于各零件的连接或密封。目前,常用的HXJ-14胶原料为双酚A系列环氧树脂 [2],所用固化剂为低分子聚酰胺树脂。两者合成的胶液具有粘度大,致密性好,固化时间长的特点 [3]。手工涂胶的工艺方法,主要存在涂覆效率低、胶液涂覆一致性及涂覆量控制难度高的问题。
低粘度胶液的自动涂覆技术较成熟,但对于粘度超过7000CPS的环氧树脂胶液的自动涂覆,未进行相应的研究。且火工品为内部装有火工药剂的含能元件,药剂装入后的胶液涂覆难度大。实际带药装配生产过程分为了连续和间断装配两种生产模式,因此需对该胶液在带药装配不同生产环节的自动涂覆进行研究。
本文首先分析了目前工艺存在的主要问题,确定了装配过程中解决胶液自动涂覆的工艺方法,提出了自动涂胶的总体方案,制造了自动涂胶装配的装置,并进行了生产应用验证,表明设计方法可行。
2. 问题分析
2.1. 研究对象
由于内部装有易受潮的火工含能药剂,点火器的整体密封性尤为重要。在随系统进行运输、存储、飞行过程中需要经历复杂的环境条件,密封性直接关系到该类火工品能否可靠工作 [4]。为了满足密封要求,点火器采用涂胶卷边、激光焊接等方式进行封边。其中大部分点火器装药后密封方法是将壳体折弯卷边压住金属膜片或管壳,过程中会在卷边内壁及卷边后的接缝处涂胶粘剂。
2.2. 存在的问题
目前,采用手工涂胶的工艺方法,涂覆一致性差。装配操作者使用竹签手工沾取胶液涂覆,每次沾取胶液用量及涂覆面积一致性难以控制,同时竹签涂胶过程易损伤产品零件外观,如图1。人工涂覆胶液不但需要多次沾取、涂覆,而且涂覆对象体积小,涂胶区域空间狭小,操作难度高,因此手工涂覆胶液效率低,涂胶时间超过30 s/发。在装入含能药剂后,卷边内壁涂胶时,药剂为外露状态,手工涂覆会与药剂直接接触,安全性不高,未实现人机隔离。
基于以上问题需开展高粘度环氧树脂胶液的自动涂覆工艺方法研究。
3. 不同装配模式下的胶液自动涂覆方法
3.1. 胶液特性分析
HXJ-14胶由E-51型环氧树脂与低分子聚酰胺按重量配比100:105混合搅拌配制而成。该类环氧树脂胶液配置初始粘度较大 [5]。HXJ-14胶配制后,采用BrookField-DV2THBCP型锥板粘度计测试初始粘度,超过7000CPS。其粘度随时间变化数据见表1及图2,随使用时间的增大,胶液的粘度不断增加。点火器带药部分的胶液涂覆分为间断装配及连续装配两种。间断装配为卷边后的卷边面接缝处涂胶,涂胶后需待胶液固化24 h以上,方才进行后续装配。连续装配环节为卷边内壁涂胶,涂胶后随即进行卷边装配,装配过程连续。根据两种不同的生产需求,需结合环氧树脂胶液特点,设计适应性的工艺方法。

Table 1. Variation of HXJ-14 gum's viscosity with time
表1. HXJ-14胶粘度随时间的变化规律
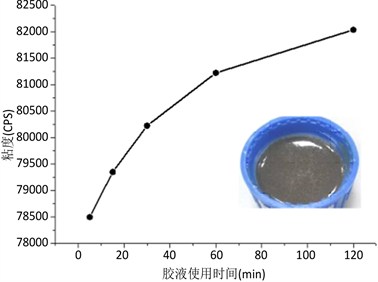
Figure 2. Characteristic analysis of HXJ-14 adhesive
图2. HXJ-14胶特性分析
3.2. 间断式装配环节
对于间断式装配环节的胶液涂覆,如卷边密封面的涂胶,要求生产兼容性高、灵活切换启停、整盘产品批量涂覆、人机操作方便,但对涂覆压力精度控制要求不高。针对以上要求,采用气动点胶的工艺方法进行涂胶。通过点胶控制器定压、定时间供给胶液,结合针筒或胶阀控制胶液挤出量,采用机器人平台带动针筒运动,产品以整盘上料固定于指定位置,保证涂胶运动速度一致,从而达到量化涂覆的目的,如图3所示 [6]。各部件采用模块化设计,组装方便,软件设计兼容性好。采用运动平台能够搭载整盘的点火器,一次实现多发产品的点胶,满足间断式装配环节生产需求。
3.3. 连续装配环节
对于连续装配环节的胶液涂覆,如卷边内壁涂胶,在完成胶液涂覆后需单发连续流转至卷边岗位。该装配模式下的胶液涂覆要求产品单发流转、涂胶精度高、效率要求高,需要参数能够实时更新及调整、胶液涂覆质量能够在线判定,并自动对涂胶质量差的产品进行补胶。
针对该生产需求,采用伺服加压点胶的方法进行涂胶。设计在线式的涂胶单元,该单元由伺服点胶机构、运动直线模组、伺服电机、涂胶质量视觉判定装置等组成,如图4所示。采用伺服电机带动运动模组完成胶筒的快速定位及加压出胶,利用视觉装置进行涂胶效果的判定。产品采用单发流转,通过电机带动底座旋转,伺服电机驱动施加压力于胶筒,实现产品的连续胶液涂覆。
4. 工艺参数摸索
对于胶液的加压点胶,点胶压力是主要控制参数。但实际点胶时,还需考虑过程中的压力损失。HXJ-14环氧树脂胶可看作是一种粘度比较大的流体,胶管路的压力损失同流体管路的压力损失计算方法相同 [7]。对于高粘度流体,流体管路的压力损失主要为流体与管壁及流体各质点之间粘滞力造成的压力损失,称为沿程压力损失;该压力损失主要通过雷诺数(Reynolds number)来评估 [8]。影响因素中的胶液粘度主要受胶液使用时间影响,流体流量主要受针头与产品之间的相对运动速度影响。
式中:Re——雷诺系数;ρ——密度;V——流速;D——针头直径;μ——流体粘度;Q——流体流量。
4.1. 气动点胶工艺参数摸索
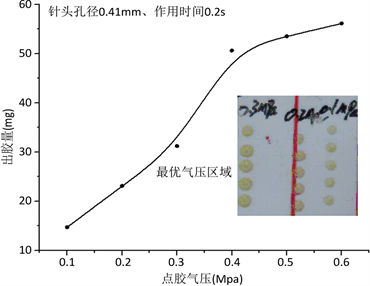
气动点胶时,装置实物见图5。根据雷诺系数的影响因素,胶液涂覆效果的优化参数主要有针头孔径、点胶机气压、作用时间、运动速度等。在最优参数摸索时,采用单因素实验设计,先对每个参数进行实验分析,确定实验参数的趋势变化及优选值,然后在综合各参数开展验证实验,确定适应火工品胶液涂覆的参数值。根据实验结果,采用气动点胶时,出胶量随针头孔径的增大、点胶气压的增大、压力作用时间的增大而递增。涂胶均匀度随着涂胶速度的增大先变优后变差,见图6(a)~图6(d)。该过程为间断式生产,一盘产品胶液涂覆期间约2 min,在该时间内的胶液粘度的变化可忽略。更换料盘后,需调整点胶气压,保证后续一整盘产品的涂胶质量。
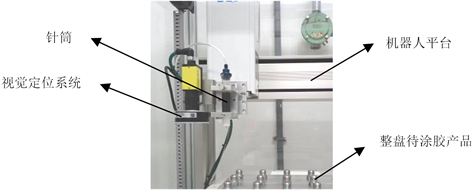
Figure 5. Intermittent assembly process automatic glue applicator
图5. 间断式装配环节自动涂胶装置实物
 (a) 针头孔径的影响
(a) 针头孔径的影响  (b) 点胶气压的影响
(b) 点胶气压的影响 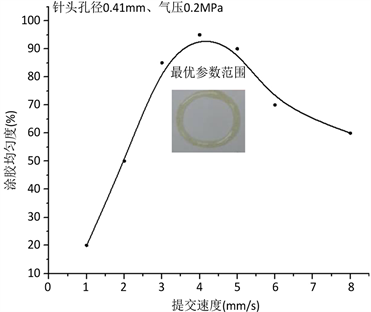 (c) 压力作用时间的影响
(c) 压力作用时间的影响 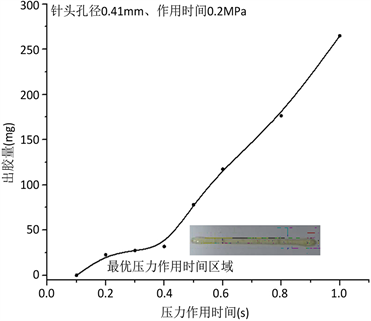 (d) 涂胶速度的影响
(d) 涂胶速度的影响
Figure 6. Exploratory experiment results of optimal parameters
图6. 最优参数的摸索实验结果
通过摸索确定最优的工艺参数为:针头孔径0.41 mm、点胶气压(0.2~0.4) MPa、作用时间(0.2~0.4) s、运动速度(3~5) mm/s,最优参数下的涂胶效果见图7,该类胶液涂覆连续均匀,涂胶效率为(4~5) s/发。
Figure 7. Glued material under optimal parameters
图7. 最优参数下的涂胶实物
4.2. 伺服点胶工艺参数摸索
伺服加压点胶时,采用涂胶单元装配,能够实现卷边内壁胶液的快速、自动涂覆,满足连续装配的使用要求。点火器在底座中通过装置底部的伺服电机带动进行匀速旋转,用时在三轴机械手上,伺服电机挤压胶枪,使用压力传感器实现出胶压力的闭环反馈控制功能,最终完成点火器卷边内壁的自动涂胶。涂胶后通过视觉识别方法进行胶液涂覆质量的合格判定。
胶液上料采取胶枪吸取,胶枪上料后需在PLC控制界面上调整修正胶头的定位数据,使得胶枪针头准确定位至卷边内壁,如图8。

Figure 8. Crimped inner wall needle positioning
图8. 卷边内壁针头定位
在伺服加压点胶后,采用视觉识别装置对涂胶情况进行图像采集,并采用灰度处理、图像过滤、特征提取、比对判定等方法,对涂胶结果进行判定,识别出未涂胶或涂胶不均匀的情况。当视觉识别给出涂胶不合格报警时,由装配人员检查涂胶情况,手动复位后再启动。当连续出现涂胶不合格判定时,在确认实物合格的基础上可对视觉算法中涂胶识别的最小涂胶点、缩放倍率、闭合角等参数进行实时调整,保证生产的兼容性。
根据雷诺系数的估算,该涂胶过程中影响胶液涂覆的工艺参数有:产品旋转速度、出胶压力、胶液使用时间、针头孔径等。采用正交实验法对最优工艺参数进行摸索。根据实验结果,采用伺服加压点胶时,出胶量随针头孔径的增大、伺服加压压力的增大而增大,随着旋转速度的增大、胶液使用时间的增大而减小,影响规律见图9(a)~图9(d)。
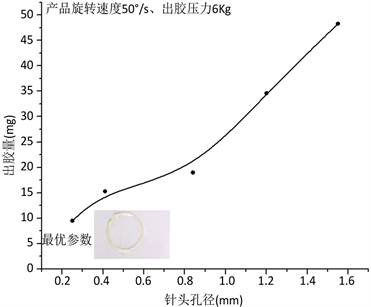 (a) 针头孔径的影响
(a) 针头孔径的影响 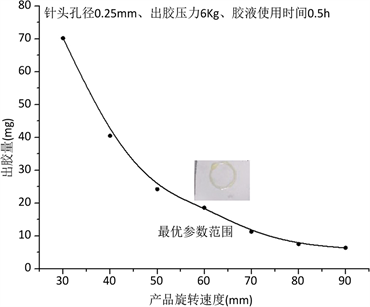 (b) 产品旋转速度的影响
(b) 产品旋转速度的影响 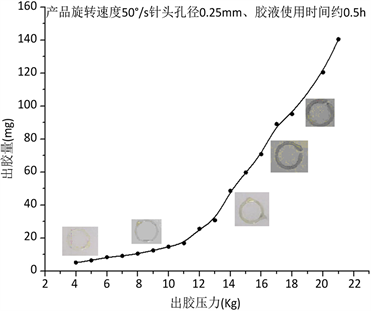 (c) 出胶压力的影响
(c) 出胶压力的影响 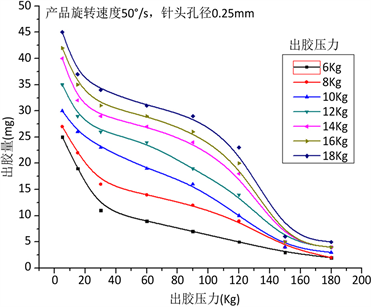 (d) 胶液使用时间的影响
(d) 胶液使用时间的影响
Figure 9. Exploratory experiment results of optimal parameters
图9. 最优参数的摸索实验结果
通过摸索确定最优的参数为:产品旋转速度(50~70)˚/s,出胶压力(6~18) Kg,针头孔径0.25 mm。在最优的工艺参数下,不同孔径产品卷边内壁伺服加压涂胶均匀,实物见图10。胶液涂覆连续均匀,涂胶效率为(2~3) s/发。随着胶液使用时间变化,胶液粘度变大,对于伺服控制加压的方式,可通过控制器,实时增大加压压力 [9],弥补胶液粘度增大带来的影响,保证涂胶质量的一致性。

Figure 10. Gluing effect of inner wall of igniter winding edge
图10. 点火器卷边内壁涂胶效果图
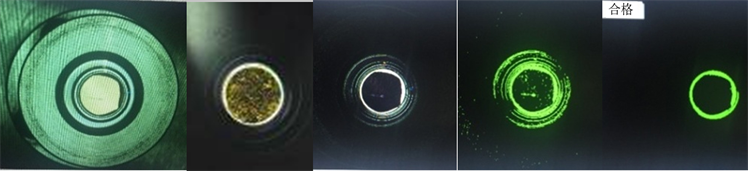
在涂胶参数优化的基础上,对连续装配模式下胶液的自动视觉判定方法进行摸索研究。选择合适的物像距离、镜头与光源的距离、光源种类及颜色、图像采集角度等,保证胶液涂覆质量在线、稳定、可靠地识别 [10]。光源颜色、图像采集角度等摸索实验见图11。
 (a) 图像采集60˚、光源为红色同轴光
(a) 图像采集60˚、光源为红色同轴光  (b) 图像采集90˚、光源为白光环形光
(b) 图像采集90˚、光源为白光环形光
Figure 11. Glue coating automatically determines the physical map
图11. 胶液涂覆自动判定实验实物图
根据实验得出该类胶液的识别适合选用环形白光光源、胶液涂覆识别效果随着物像距离的增加,图像清晰度先由模糊变清晰,再由清晰变模糊。随着镜头与光源的距离的增加,胶液特征的凸显程度先增加后减小。视觉胶液判定的参数确定结果见表2所示。
Table 2. Visual judgment parameters of glue quality
表2. 涂胶质量的视觉判定参数
采用以上视觉胶液判定参数,结合伺服点胶机械手的点胶动作 [11],依次进行图像采集、特征膨胀处理、灰度分析、图像过滤、特征提取及判定,最终实现在线的胶液涂覆质量的判定,如图12,视觉检测效率为(1~2) s/发。
 (a) 图像采集 (b) 图像膨胀(c) 灰度处理(d) 图像过滤处理(e) 特征提取、判定
(a) 图像采集 (b) 图像膨胀(c) 灰度处理(d) 图像过滤处理(e) 特征提取、判定
Figure 12. Automatic determination of glue coating quality on the inner wall of crimping
图12. 卷边内壁胶液涂覆质量自动判定
5. 结论
本文针对点火器类火工品装配过程手工涂覆高粘度环氧树脂胶液效率低、涂胶量不量化、涂覆一致性差的问题,提出了其在连续装配及间断式装配模式下的不同胶液自动涂覆工艺方法。针对气动点胶及伺服加压涂胶的方法,识别了影响胶液涂覆质量的因素,并实验确定了最优的应用工艺参数。开发了适用于点火器类带药火工品装配的胶液自动涂覆装置,用于装配生产。应用结果表明,该方法有利于HXJ-14型环氧树脂胶液涂覆量的量化控制,保证涂胶质量一致性,涂胶效率相比手工提升80%以上。