1. 引言
木塑复合材料(WPC)是以木质纤维等植物纤维为基体,与一种或多种热塑性塑料复合而成,应用广泛 [1] [2] [3] [4] ;它可减少对木材资源的依赖,也可减轻塑料污染 [5] 。但WPC力学性能普遍偏低,限制了其应用空间;如提高WPC的力学性能,则能极大地拓展其应用领域 [6] [7] 。
高性能纤维能极大地提高WPC的力学性能。Jarukumjorn等 [8] 将玻璃纤维添加到剑麻纤维/聚丙烯体系中,复合材料的拉伸、弯曲、抗冲击、耐热及耐水性能均得到提高;关苏军等 [9] 发现添加一定质量分数的玄武岩纤维时,复合材料的力学强度显著提高;Jamal等 [10] 研究表明,添加经NaOH溶液处理后的芳纶纤维(Kevlar),WPC的性能得到了极大提高;Shim等 [11] 发现红麻纤维、亚麻纤维对WPC能增强力学性能。
短切碳纤维(SCF)是一种力学性能优异的材料,可与其它基体材料复合制备高强度、高模量、耐酸碱腐蚀、且具较好耐疲劳性能的材料,在航空航天材料及高温设备等领域应用非常广泛 [12] [13] [14] 。目前用SCF增强WPC力学性能的研究较少;又因SCF表面的活性官能团较少,反应活性差,导致SCF与PVC基体界面粘结性较差,为优化复合材料界面,需先对SCF进行表面处理;方法主要有空气氧化法、液相氧化法、等离子体氧化法和电化学氧化法等 [15] 。本文采用经浓硝酸液相氧化法表面处理SCF用以增强WPC,探究其与WPC力学性能及微观结构的关系。
2. 实验材料及方法
2.1. 材料与试剂
SCF:长度3 mm,直径7~9 μm,沈阳中恒复合材料有限公司;杨木纤维粉体(WF):粒径250 μm,浙江临安银厚木粉厂;聚氯乙烯(PVC):聚合度为107~118,新疆天业集团有限公司;γ-氨丙基三乙氧基硅烷(KH-550):纯度 ≥ 98%,广州忆珲盛化工有限公司;邻苯二甲酸二辛酯(DOP),工业级,冠县天洋橡胶助剂有限公司;石蜡,工业级,武汉永弘盛化工有限公司。
2.2. 试验设备
高速搅拌机:HS-50型;双辊开炼机:XK160型;粉碎机:PC-30型;热压机:Y33-50型;超声波清洗器:KM-800VDE-2;力学性能测试仪:HY-0230型;采用美国Q50 TGA analyzer (TA instruments,USA)分析复合材料的热力学性能。红外光谱仪,型号:IRAffini-ty-1,波数范围:500~4000 cm−1,日本SHIMADU产。扫描电镜仪,型号:Quanta450,美国FEI公司产。
2.3. 复合材料制备
2.3.1. 短切碳纤维改性
基于前期研究,本试验选用浓硝酸表面改性SCF,即将SCF置入浓度为70%的浓硝酸溶液中,在80℃下恒温水浴锅中加热1 h,在超声波清洗机中用蒸馏水超声清洗SCF至中性,再将SCF在100℃下干燥6 h后备用。同时用蒸馏水对未进行表面处理的SCF超声波清洗并干燥。对上述硝酸液体重复使用;当不再使用时,废液中加入适量纯碱-硝石灰;生成中性的硝酸盐溶液后存于废液桶中 [16] 。
2.3.2. 木粉改性
用8 wt%浓度的NaOH溶液预处理杨木纤维36 h,去除其表面杂质、灰分等,再用蒸馏水洗涤至中性,在100℃下干燥12 h后,再与偶联剂KH-550混合均匀干燥备用。
2.3.3. 复合材料的制备
将SCF、WF、PVC、塑化剂DOP、润滑剂石蜡(Wax)、稳定剂(Stabilizer)等投放至高速搅拌机中混合均匀,混合温度80℃,混合时间10 min,其中各组分比例见表1,表2。

Table 1. The ingredients for the composites
表1. 复合材料的成分
Table 2. The ingredients for the composites
表2. 复合材料的成分
将混合均匀的物料加入双辊开炼机,160℃下混炼20 min至熔融状态。待其冷却后,用塑料粉碎机粉碎成无规则颗粒放入模具,将模具置于热压机中进行预热、热压成型。热压温度170℃,热压压力10 MPa,热压时间20 min。复合材料热压成型后通冷却水进行冷却降温。
3. 结果与分析
3.1. 力学性能分析
将SCF与WF的质量比作为变量制备复合材料,研究SCF质量分数对复合材料力学性能的影响。拉伸强度参照ASTM D638-03进行测试,拉伸速度为5 mm∙min−1;试件为标准哑铃型试件,长度165 mm,两端宽度19 mm,中间测试部分宽度为13 mm,标距为50 mm,弧半径为76 mm,每组6个重复样。弯曲强度参照ASTM D790-03标准进行测试,试件长度80 mm,宽度13 mm,支点跨距为64 mm,加压速度为2 mm∙min−1,每组8个重复样。冲击强度参照GB/T 1043.1-2008标准在组合冲击试验机上进行测试,试件长度80 mm,宽度10 mm,跨距为60 mm,冲击速度为2.9 m∙s−1,锤摆能量为2 J,每组10个重复样。
3.1.1. 拉伸强度
由图1知,未添加SCF时,复合材料的拉伸强度为28.9 MPa,随着SCF含量的增加,拉伸强度依次增大,当SCF与WF质量比为15:85 (s-15)时,拉伸强度达到最大值38.9 MPa,比未添加的提高了34.60%;当SCF含量继续增大,拉伸强度反而开始下降。原因可能是:SCF具有高弹性、高模量,在复合材料拉伸断裂过程中,SCF是应力的主要承载组分;随着SCF含量增大,复合材料抵抗变形的能力增大,其拉伸性能从而增强;当SCF含量超过一定量时,SCF在高速搅拌与熔融混炼过程中容易发生团聚,分散性较差,部分团聚在一起的SCF不能被树脂充分渗透,形成应力集中点,当受到外力作用时容易断裂,造成其拉伸强度下降。

Figure 1. The tensile strength of the composites
图1. 复合材料的拉伸强度
3.1.2. 弯曲强度
由图2知,弯曲强度的变化趋势与拉伸强度的变化趋势大体相似,都是先增大后减小。未添加SCF时,弯曲强度为47.8 MPa,SCF与WF质量比为15:85 (s-15)时,弯曲强度达到最大值61.2 MPa,提高了28.03%,随后弯曲强度开始逐渐下降。原因可能是:SCF含量较少时会在复合材料中分散较均匀,能被树脂充分浸透从而形成致密的界面,当受到外力作用时,通过界面把载荷有效地传递给高强度高模量的SCF;当SCF含量超过一定量时,树脂不能充分浸透SCF,团聚成絮状的SCF和PVC树脂所形成的界面结合不紧密,当受到外力作用时,应力传递滞后,更容易把SCF从PVC树脂中拔出,从而使得复合材料的弯曲强度下降。
3.1.3. 冲击强度
冲击强度是表征材料韧性的一个指标,冲击强度越大表明材料韧性越好;由图3知,当SCF与WF质量比为15:85 (s-15)时,冲击强度达到最大值10.16 kJ/m2,比未添加的提高了21.82%;随着SCF含量增大,冲击强度逐渐降低,SCF与WF质量比为25:75 (s-25)时,下降至7.71 kJ/m2。这可能是少量的SCF能与树脂形成良好的界面,界面的结合能在一定程度上抑制裂纹的进一步扩展,从而使得复合材料的抗冲击性能提高;抗冲击性能下降的原因也是因为过量的SCF发生团聚,阻碍了致密界面的形成。

Figure 2. The bending strength of the composites
图2. 复合材料的弯曲强度
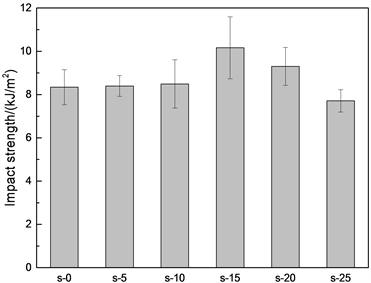
Figure 3. The impact strength of the composites
图3. 复合材料的冲击强度
3.1.4. 碳纤维表面处理对复合材料的影响
表3显示在加入SCF后,复合材料的各项力学性能都得到了一定程度的提高;但加入等量的SCF时,经表面处理的SCF对复合材料的各项力学性能比未处理的效果好,分别提高了9%、23.3%、7.2%。
Table 3. Mechanical properties of additive treated and untreated SCF composites
表3. 添加处理和未处理SCF复合材料力学性能
3.2. 碳纤维及复合材料的微观结构
3.2.1. 碳纤维的SEM
由图4可知未改性的SCF表面十分光滑,没有凹坑与沟槽,粗糙度较小;经浓硝酸表面改性处理后,因表面刻蚀严重而凹凸不平,出现了较多刻痕,表面粗糙度增大。一方面,SCF比表面积变大,增大了与树脂基体的接触面积;另一方面,SCF表面粗糙度增大使其与其他成分的相对移动变得更加困难;通过形成紧密的界面结合,增强了复合材料的力学强度。

Figure 4. The microscopic appearance of carbon fiber before and after modification, (a) unprocessed SCF, (b) treated SCF
图4. 碳纤维改性前后的SEM,(a) 未处理SCF,(b) 处理后SCF
3.2.2. 复合材料的微观结构
由图5(b)、(c)可知,当SCF含量较少时,SCF彼此独立分布在复合材料中,力学性能提高不明显,这可能是由于起载荷传递作用的SCF的含量少未能起主导作用、SCF吸收冲击能量的能力较小、且与其他组分的相互作用力较小;图5(d)表明SCF与基体形成了良好的界面结合,SCF表面粗糙,分布均匀,被树脂均匀包裹;图5(e)-(f)可知随着SCF含量的再次增加,复合材料的树脂明显不足以完全包裹SCF,SCF裸露、分布不均。图5表明在SCF与树脂结合良好的情况下,SCF能够有效增强复合材料承受外力的能力,在宏观上表现为其拉伸强度、弯曲强度和弯曲模量等力学性能的大幅度提高;若加入过多的SCF,虽对提高复合材料的力学性能有一定的作用,但过量的SCF只是机械地填充在复合材料中,并容易出现缺陷,增强效果有限。
3.3. 红外光谱分析
碳纤维表面改性前后的红外谱图见图6,处理后在波数2860 cm−1 (C−H)和1650 cm−1 (C=O)两处的峰显现明显,说明SCF经浓硝酸改性处理后,表面部分反应活性差的官能团被氧化成含氧基团C=O。由于碳纤维与基体界面结合的含氧官能团增多,所以碳纤维与木塑材料的结合更加牢固,使得碳纤维增强效果得到明显增强。
图7中波数3431 cm−1处附近的吸收峰对应来自于WF表面的游离羟基(−OH)的伸缩振动峰与弯曲振动峰。随着SCF含量的增大,WF所占比例减小,因此游离羟基数量减少,相对应的羟基吸收峰强度降低,波数1650 cm−1、1035 cm−1分别对应羰基(C=O)与碳氧单键(C−O)的吸收峰,随着SCF含量增大,两吸收峰依次增大。
3.4. 复合材料的耐热性能
由图8可知,WF的热分解过程中只有一个失重阶段,是因WF干燥时其游离水被去除且表面羟基发生了脱水,因此WF的热解过程中不存在游离水的失重,WF的失重阶段发生在200.0℃~400.0℃,最终的残留率为25%,在361.0℃时WF的热分解速率达到最大值10.48%∙min−1,此时WF的残留率为65.36%。

Figure 5. The microstructural morphology of the composites
图5. 复合材料的SEM

Figure 6. The FTIR spectrum of SCF, (a) unprocessed SCF, (b) treated SCF
图6. 短切碳纤维的红外光谱,(a) 未改性SCF,(b) 改性SCF

Figure 7. The FTIR spectrum of the composites
图7. 复合材料的红外光谱
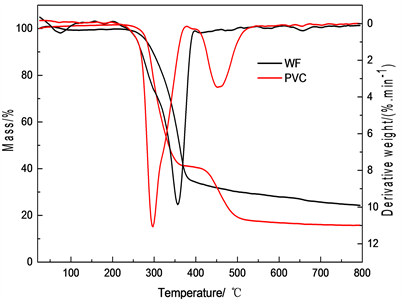
Figure 8. TG and DTG curves of WF and PVC [17]
图8. 木纤维(WF)与聚氯乙烯(PVC)的TG和DTG曲线 [17]
PVC的热分解发生在两个温度区间,第一个热分解阶段发生在220℃~370℃,在这一阶段中PVC分子链炭骨架发生断裂,产生副产物HCl,此阶段294.5℃时分解速率达到最大值11.01%∙min−1,此时PVC的残留率为82.69%;第二个热分解阶段发生在400℃~550℃,此热降解过程中PVC分子链彼此之间产生交联,同时发生了同分异构化的现象,并伴随着少量的具有催化作用的HCl气体生成。在PVC分解的第二个过程中,457℃时PVC的分解速率达到最大值3.55%∙min−1,此时PVC的残留率为30% [17] 。
由图9可知,复合材料的热降解规律大体为两个主要质量损失区域。在200℃~350℃时,复合材料热降解比较剧烈,295℃时分解速率达到最大值0.81%∙min−1,此时复合材料残留率为61%,质量损失39%;在350℃~550℃发生第二阶段的热降解,热降解的速率相对缓慢,这一阶段实质是复合材料中的PVC在发生热降解,第一阶段的热降解过程中产生的部分残留物质对第二阶段的热降解具有促进作用,所以复合材料在第二阶段的热降解速率要大于纯PVC的降解,温度为447.8℃时复合材料在第二阶段的热降解速率达到最大值0.35%∙min−1,此时复合材料质量残留率为25.76%。SCF具有很高的耐烧蚀温度,其含量高,复合材料的最终残留率越大(表4)。

Figure 9. TG and DTG curves of the composites
图9. 复合材料的TG和DTG曲线
Table 4. The TG and DTG result of pyrolysis process of PVC and composites in two stages
表4. 聚氯乙烯及复合材料热解过程中两个阶段的TG和DTG结果
4. 结论
1) SCF经浓硝酸改性后,表面出现沟槽,粗糙度变大,有利于增大SCF与PVC树脂的相互作用力,从而增大复合材料的力学强度。
2) SCF表面的部分官能团被浓硝酸氧化成含氧基团(C=O与C−O),SCF的表面极性及表面粗糙度增大,提高了复合材料界面相容性。
3) SCF与WF质量比为15:85,复合材料拉伸强度、弯曲强度和冲击强度达到最大值,分别为38.9 MPa、61.2 MPa和10.16 kJ/m2。
4) SCF对WF/PVC复合材料热力学性能影响:随着SCF含量的增加,复合材料降解温度得到提高。
基金项目
国家林业公益性行业科研专项经费项目(201504503);国家自然科学基金(31770606);湖南省科技重大专项(2017NK1010)。
参考文献
NOTES
*通讯作者。